
如何提升机械加工的核心竞争力之刀柄:正确认识刀柄,说起刀柄,仍旧有很多人认为刀柄只是一个简单的夹持工具,对加工并没有太大的影响;只要机床的精度高、刚性好,就万事OK了。 这是一个片面的认识,刀柄作为一个中介,连接机床主轴和刃具,机床借助刀柄将动力传递到刃具刃尖才能实现切削加工。没有...
BIG大昭和基本参数
- 品牌
- BIG大昭和
- 型号
- BIG液压刀柄 BIG高速加工用刀柄 BBT基础柄 H
- 材质
- 合金
- 样品或现货
- 现货
BIG大昭和企业商机
一般印象中,液压刀柄内部油腔设计有外径较大制约,导致平衡性不好。但是BIG液压刀柄克服此类问题,即便是HSK-E32此类小型刀柄上也可实现高速旋转。另外,BIG打破一直以来夹持径Φ4mm的制约,研发出夹持直径Φ3mm的液压刀柄。然而对于夹持径Φ3mm以下的情况,则需考虑弹簧刀柄。目前,BIG高精度弹簧刀柄的美夹系列,采用无风阻纯圆螺母,轻巧型设计也可实现高速加工。
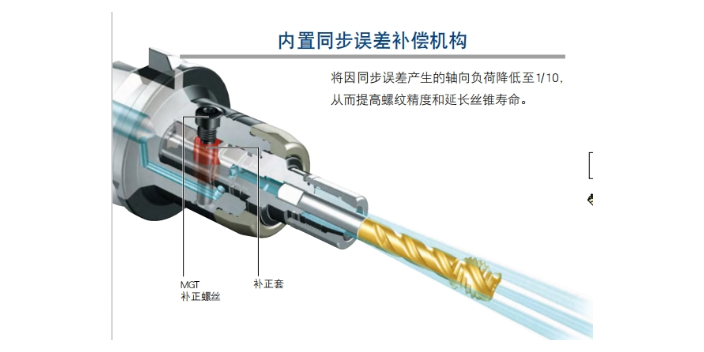
机床主轴回转和Z轴按丝锥螺距同步进给的攻丝加工一般称为同步攻丝,然而实际加工中却存在同步误差。 上海高质量的BIG大昭和的公司。山东国产BIG大昭和刀头
BIG大昭和
“对刀”这套手艺乃机械加工中进行刃尖位置确认这道工序的俗称。从事该行业,可谓人人皆要会,谁也离不开他。大直径刃具的对刀还算好解决,但小径刃具的刃尖位置的确认可着实折磨着从事该加工行业的手艺人。φ10的刃具对刀相对比较容易,缩小到φ5就困难了,如果达到φ2就更加困难,但如果突然来一根φ1以下的刃具,我们怎么办?
伴随市场需要,小零件的加工越来越多的依靠机加工。与此同时,加工这样的小零件所对应的小径刃具、极小径刃具也愈加频繁的出现在转速几万转的高速加工中心上。φ0.5的钻头、φ0.7的铣刀又有甚者会拿来φ0.1的钻头来打孔等等,这样的刃具确认刃尖位置必然是困难的课题。 重庆靠谱的BIG大昭和刀柄哪家的BIG大昭和比较好用点?

比如对于细小型刃具,一般应用于小切削量的精加工,那么对于刀柄的跳动精度要求是极高的,否则,刃具易折断,加工尺寸偏差过大,效率低,甚至于根本无法加工。这时候必须使用跳动精度高的刀柄来夹持。比如采用这种美夹(MEGA)高精度弹簧刀柄。一般人认为普通的弹簧刀柄(例如ER刀柄)夹持精度低(4d处跳动0.01mm~0.02mm),所以在高精度的场合是不采用弹簧刀柄的。但这种美夹(MEGA)高精度弹簧刀柄在4d处跳动是达到0.003mm以内。困扰很多客户的刀柄干涉问题也可以一并解决。
我们不高谈阔论,只从实用角度浅析一下工具的选择和切削参数等对粗糙度的影响。从刀具切削的几何模型来看,粗糙度理论上可以用下面的公式来表示:f-铣刀每刃进给、镗刀和车刀每转进给r-铣刀半径、镗刀和车刀刀尖半径从上面的公式可以看出,要降低粗糙度理论上可以通过减小进给和增大铣刀或刀尖圆角半径来实现。其实,画图也能看出这样的趋势,且更是一目了然。以上是我们通常的认识,但也不能一概而论。比如,在深孔镗削的时候,避免“振颤”是保证加工质量的先决条件,此种情况下我们倾向于适当增大进给(切削抗力以轴向为主)和选择刀尖圆角小的刀片(切削抗力小)以降低“振颤”发生的可能。BIG大昭和的空气静压轴承型适用于小径钻头、光学模具加工!!
这样对刀柄的要求就是要有足够的夹持力,否则容易导致掉刀,振刀等问题,难以提升切削效率。这种情况下,可以考虑这种HMC强力刀柄,这种强力刀柄可以做到业内令人震惊的强劲夹持力,并且同时具有不俗的跳动精度。可以一扫加工过程中的掉刀隐患,极大的保证了加工效率和加工安全。
除了以上所说的切削加工之外,还有很多加工(比如攻丝加工,微雕加工,复杂架构件加工等等),如果选择刀柄正确合理的话,不但能解决加工瓶颈,更能达到事半功倍,意想不到的效果。 哪家BIG大昭和的的性价比好?江苏本地BIG大昭和刀头
BIG大昭和的新倍比夹套内组装了攻丝刀柄功能。现有的新倍比高精度弹簧夹头也可用作攻丝刀柄。山东国产BIG大昭和刀头
高速精密加工是目前机械制造行业的发展趋势,高速精密加工是切削原理上是对传统切削认识的突破,为了保证高速加工的精度和效率,对刀具系统提出了新的的要求,像在加工过程中刀具的跳动精度就是一项非常重要的指标,我们知道精密机床的精度是通过主轴和刀柄连接再传递给刃具,那么选择跳动精度高的刀柄就至关重要。BIG通过不断的探索和实践证明,在刀具的总消耗成本中,刀柄和刃具比例大概是2:8甚至1:9的关系,使用高精密刀柄可以改善刃具的使用寿命,从而大幅度降低刀具总消耗成本。例如刃具寿命延长1倍,刀具总消耗成本可以降低约40%,原先每年消耗200万刀具费用的话,现在可以节省约80万。山东国产BIG大昭和刀头
与BIG大昭和相关的文章
天津进口BIG大昭和配件
- 广东日本BIG大昭和资料 2024-10-16
- 广东国产BIG大昭和资料 2024-10-16
- 广东什么是BIG大昭和刀柄 2024-10-16
- 湖北什么是BIG大昭和价格 2024-10-16
- 安徽国内BIG大昭和刀头 2024-10-16
- 湖北附近BIG大昭和报价 2024-10-16
- 浙江日本BIG大昭和结构 2024-10-16
- 国内BIG大昭和结构 2024-10-16
- 山东高速BIG大昭和刀头 2024-06-01
- 福建好的BIG大昭和配件 2024-06-01
- 福建附近BIG大昭和配件 2024-06-01
- 天津靠谱的BIG大昭和技术 2024-06-01
与BIG大昭和相关的产品




与BIG大昭和相关的新闻
-
本地BIG大昭和资料 2024-05-31 11:22:27因此,高精度刀柄不但不会增加产品的制造成本,反而能大幅降低企业的刃具消耗成本,提高产品精度和表面质量,更重要的是可以提升产品的工业附加值和企业的主要技术竞争力,收获更高的利润和企业形象。近年来随着机械加工行业的发展,对刀柄的要求越来越高,刀柄选择的问题也越来越突出。首先我们来看一些常用的刀柄种类及其...
-
湖北进口BIG大昭和技术 2024-05-31 22:11:23在设备的选用上我们还会遇到这样的情况,BBT和BT如何选用?下面想介绍一下BBT与BT使用时的误区,希望能给大家带来帮助。其一是不是使用了BBT刀柄就能够实现两面定位了?BBT主轴设备是不是不太好采购?只有在BBT主轴的机床上使用BBT刀柄才能够实现两面定位。虽然BBT刀柄可以使用在BT主轴上但实现...
-
重庆本地BIG大昭和参考价 2024-05-31 03:25:47BIG大昭和是一款高效、精密的数控工具,以其优越的性能和多样化的功能而备受赞誉。该产品采用了先进的技术和设计,确保了其在各种应用场景中都能表现出色。BIG大昭和的主要特性包括高精度、高稳定性和高耐用性,这些特性使得它成为工业生产中不可或缺的重要工具。该产品的规格多样,能适应不同的生产需求。无论是大型...
-
上海靠谱的BIG大昭和结构 2024-05-31 16:23:21传统的加工方法基本有两种:1.通过机床的插补程序走刀来实现圆弧倒角面2.用人工的方法来刃磨或者手工倒角以上两种方法虽可以实现圆弧倒角,但是加工效率很低,尺寸稳定性很差。对于工人来讲非常惆怅,对于效率就是生命的企业来讲也是非常恼火的。那么有没有更好的圆弧倒角工具呢?就是它!R倒角刀采用机夹式刀片,每个...
与BIG大昭和相关的问题
新闻资讯
产品推荐
-

浙江附近大昭和刀柄厂商
2024-10-16 -

湖北什么是BIG大昭和价格
2024-10-16 -

安徽国内BIG大昭和刀头
2024-10-16 -

湖北附近BIG大昭和报价
2024-10-16 -

成都热缩BIG刀柄哪有卖的
2024-10-16 -

系列大昭和刀柄刀片
2024-10-16 -
浙江日本BIG大昭和结构
2024-10-16 -

国内BIG大昭和结构
2024-10-16 -

成都液压大昭和刀柄价格行情
2024-08-27