企业商机
首页 > 企业商机
首页 > 企业商机

BIG大昭和成功案例展示:智能解决方案助力企业腾飞在当今竞争激烈的市场环境中,企业需要不断提高效率和降低成本以保持竞争优势。作为一家专业的工业自动化解决方案提供商,BIG大昭和一直致力于通过先进的技术...

如果您身边有在使用HSK主轴系统,身边的刀柄有类似这种型号:HSK-A100、HSK-E50、HSK-F63……我的这篇文章您一定对您有帮助。不用说能提高冷却液压力,也不用说能延长刀柄寿命,更不用说能...

孔的加工方法及精度:钻孔精度:IT10~IT13粗糙度:。镗孔加工:镗孔加工就是指将工件上原有的孔进行扩大或精化。它的特征是修正孔的偏心、获得精确的孔的位置,取得高精度的圆度、圆柱度和表面光洁度。所以...

在当今的机械加工行业中,大昭和刀柄以其优越的性能和稳定性而备受赞誉。相较于市场上的同类产品,大昭和刀柄展现出了独特的优势。大昭和品牌深耕于刀柄制造领域多年,积累了丰富的经验和技术实力。其刀柄产品在设计...

大昭和自1967年成立以来,就不断挑战自己,以创新的理念推动产品的发展。我们始终致力于新一代数控刀具的开发,为能够对“精密制造”产业的发展做出贡献感到骄傲,今后我们将继续致力于此。两面定位系统B...

BIG镗刀系列CK镗刀系统CKBORINGSYSTEM1把扳手实现强力连接。⨋从粗镗到精镗,使用丰富的镗头和配件支持各种镗孔加工。用1支扳手,即可强力连接!理想的模块式镗刀系统。CK连接系统使用1把扳...

大径精镗头EWN150微调机构涡轮蜗杆齿轮断裂1、可能的原因分析:A、在进行尺寸微调时,未事先把套管轴锁紧螺丝松开。B、在进行尺寸微调时,超出了镗头调节范围。C、长期使用未及时添加润滑脂,或使用后长时...
铣刀柄BIG高精度强力铣刀柄NEWHi-POWERMILLINGCHUCK⨋抑制“振动”能力强的高刚性刀柄。⨋夹持力强、跳动精度高,适用于立铣刀加工。为了同时获得稳定的跳动精度和强大的夹持力,此刀柄采...
虽说可使加工中心主轴实现高速旋转,但受动态跳动精度、发热、振动等技术问题限制,在某些小径刃具加工方面,仍会有机床转速达不到加工要求的情况出现。当出现此类情况时,能够弥补机床转速不足的辅助工具就变得...

内置防刃具脱落机构铣刀柄,美夹超力刀柄。夹持直径φ16-φ32。BBT(BIGPLUS),DV,HSK_A,采用自创的锁紧机构,防止重切削时的掉刀或刃具打滑。适用于加工钛合金及镍铬铁耐热合金等难削材料...
高速加工用刀柄BIG美夹刀柄系列:高动平衡性1.从设计到制造的所有环节,追求动平衡性。实现各系列要求的高转速。高动平衡型设计+彻底的全周研磨+通过高精度动平衡测量仪检测平衡二:采用新设计的美夹螺...

大昭和刀柄——精工细作,品质之选在追求高效与准确的制造领域,大昭和刀柄以其优越的性能和稳定性,成为众多企业的信赖品牌。作为行业内的佼佼者,我们深知品牌形象的重要性,因此始终坚持将品质与创新放在前面位置...
大昭和刀柄——精工细作的优越之选在机械加工的广阔天地中,大昭和刀柄以其独特的工艺和品质,成为众多工业用户的选择。相较于市场上的同类产品,大昭和刀柄在设计与制造上均展现了其不凡的实力。大昭和刀柄采用先进...

【案例】BIG大昭和的极小径(φ0.05)可用的刃尖位置测量器(BM-50M)可以很好的解决极小径刃具使用接触式对刀且不损伤刃尖的难题。 刃具接触到本体上施加约0.3N这种很小的压力就能触发...

所以说我们在选择刀柄时,如果没有干涉应该尽量选择较粗且较短的刀柄。而热涨刀柄恰恰相反,它的结构原理使它只能是较细较长。另外,使用热涨刀柄时的加热机成本;装卸刃具的效率及安全性;高低温带来的金属疲劳等问...

BIG以独特的设计,生产技术,完善的生产,管理体制和丰富的经验,向用户提供商高精度,好质量的产品。大昭和自1967年成立以来,就不断挑战自己,以创新的理念推动产品的发展。我们始终致力于新一代数控刀具的...

平衡切削,即两刃轴向高度一致,径向也保持一致的加工方式,两刃同时切削,受相同的切削抵抗力。特点是切削进给快,效率高。但需要注意的一点是,如果两刃的轴向高度有0.1mm的差,每转进给0.2mm时,相当于...
目前机加工行业中经常会用到强力铣刀柄,众所周知强力刀柄是夹持类刀柄中夹持力更大、刚性更好的刀柄,强力铣刀柄结构不同于弹簧刀柄,其特点是夹持力大,刚性好,有利于夹持大柄径的铣刀,但夹持精度普遍低于弹簧刀...
小径钻头・小径立铣刀用BIG弹簧刀柄美夹微型刀柄夹持直径φφ(BIGPLUS)BDV(BIGPLUS)DVHSK_AHSK_EHSK_FBIGCAPTOST车床用配件螺母外径为φ10mm的纤细设...
精镗孔的常见问题解析应对:前段时间,受客户之约去客户现场调试镗刀,一番操作之后,客户的眼神由狐疑慢慢变成了惊叹,惊叹于BIG镗刀的超高调节精度和稳定性,调节多少尺寸,加工出来就是多少尺寸,而且没发...

小径钻头・小径立铣刀用BIG弹簧刀柄美夹微型刀柄夹持直径φφ(BIGPLUS)BDV(BIGPLUS)DVHSK_AHSK_EHSK_FBIGCAPTOST车床用配件螺母外径为φ10mm的纤细设...
下面从BBT与HSK刀柄的区别对比来给大家提供一个选择的方向。受本身结构限制,与HSK刀柄相比BBT基础柄可以做的更短,刃具插入量更大,从而使刃具伸出量变短。 在主轴拉紧后,与HSK...

大径精镗头EWN150微调机构涡轮蜗杆齿轮断裂1、可能的原因分析:A、在进行尺寸微调时,未事先把套管轴锁紧螺丝松开。B、在进行尺寸微调时,超出了镗头调节范围。C、长期使用未及时添加润滑脂,或使用后长时...

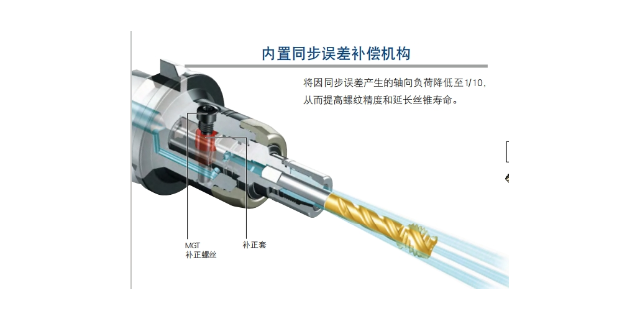
此误差不单单是机床的同期精度误差,还有丝锥本身制造时的螺距误差存在,那么即便机床完全同步无误差,加工过程也会产生额外的拉伸和压缩的力,造成丝锥使用寿命低下或者螺纹精度劣化。如图,使用动力测定器测出M1...

精镗孔的常见问题解析应对:前段时间,受客户之约去客户现场调试镗刀,一番操作之后,客户的眼神由狐疑慢慢变成了惊叹,惊叹于BIG镗刀的超高调节精度和稳定性,调节多少尺寸,加工出来就是多少尺寸,而且没发...
BIG大昭和成功案例展示:智能解决方案助力企业腾飞在当今竞争激烈的市场环境中,企业需要不断提高效率和降低成本以保持竞争优势。作为一家专业的工业自动化解决方案提供商,BIG大昭和一直致力于通过先进的技术...
>机床转速不够,无法进行高转速加工? >机床主轴精度坏了,无法进行高精度铰孔加工? >工件型腔复杂,并需要侧壁加工,主轴根本进不去? >机床没有内冷功能,深孔钻屑时,无法使用内冷...

改变刀片槽型:通过更换切削刀片槽型,增加铁屑卷曲率,实现断屑目的。 使用中心内冷、吹气功能:冷却液可以更好的到达切削部位,通过压力促使铁屑折断,同时将铁屑带出孔外。但是部分机床不带有...
清洁。“清洁”看似很微不足道的事情,但其影响却非常大,如果清洁没做到位,带来的后果可能会很严重,比如损坏主轴,工件报废等,所以不容忽视!请时刻保持主轴锥孔及端面和刀柄锥柄及法兰上端面的清洁...

在当今的机械制造业中,大昭和刀柄以其优越的性能和稳定性而备受赞誉。相较于市场上的同类产品,大昭和刀柄展现出了独特的优势。大昭和刀柄在材料选择上极为严格,采用品质高的合金钢,经过精密的热处理工艺,确保刀...
2024.05.20 成都靠谱的BIG大昭和刀头
2024.05.20 湖北高速BIG大昭和真假区分
2024.05.20 广东附近大昭和刀柄结构
2024.05.20 重庆靠谱的BIG大昭和真假区分
2024.05.20 上海国内BIG大昭和真假区分
2024.05.20 成都微调大昭和刀柄多少钱
2024.05.20 上海系列大昭和刀柄代理商
2024.05.20 附近大昭和刀柄结构
2024.05.20 江苏液压大昭和刀柄刀柄
2024.05.20 成都靠谱的BIG大昭和型号
2024.05.19 安徽大昭和刀柄价格行情
2024.05.19 重庆液压大昭和刀柄刀柄
2024.05.19 安徽增速大昭和刀柄要多少钱
2024.05.19 山东可调大昭和刀柄怎样
2024.05.19 四川增速大昭和刀柄多少钱
2024.05.19 山东附近大昭和刀柄多少钱
2024.05.19 浙江弹性大昭和刀柄结构
2024.05.19 北京系列大昭和刀柄技术
2024.05.19 天津好的BIG大昭和价格
2024.05.19 浙江弹性大昭和刀柄资料