钛棒的发展源头可追溯至 20 世纪初钛元素的工业化提炼突破,这一阶段的特征是从实验室探索走向初步产业化应用。1791 年钛元素被发现后,长期受限于提炼技术瓶颈,直到 1910 年美国科学家亨特发明镁热还原法,才实现了金属钛的少量制备。20 世纪 30 年代,随着航空工业对轻量化度材料的迫切需求,钛的加工技术开始向棒材成型延伸,早期钛棒主要通过简单熔炼与锻压工艺生产,纯度较低且性能不稳定,用于部分试验件。第二次世界大战的爆发成为关键转折点,钛棒凭借 4.5g/cm³ 的超轻密度优势,被用于制造飞机发动机零部件和机翼结构件,开启了以需求为主导的发展阶段。这一时期的生产技术以传统真空电弧熔炼(VAR)和热轧工艺为主,产品规格单一,主要集中在小直径棒材,且产能规模有限,全球年总产量不足千吨。钛棒的雏形阶段为后续发展奠定了基础,确立了其在制造领域的潜在价值。耐氢脆钛棒适配氢能产业,可加工成高压储氢罐内胆、输氢管道连接件,安全性能可靠。评价高的钛棒生产厂家

成型加工技术的创新聚焦于提升尺寸精度、生产效率与材料利用率,打破传统工艺局限。冷轧精密成型技术的突破,使钛棒尺寸公差控制在 ±0.05mm 以内,较传统热轧工艺精度提升 60%,满足了精密机械、电子设备等领域的高精度需求。短流程工艺的推广应用成效,西部超导的 Ti-6Al-4V 钛合金棒材制备技术,摒弃了多火次镦拔工艺,采用铸锭开坯大变形锻造与轧制成形结合的方式,大幅提高了生产效率与成品率,同时改善了棒材显微组织。针对超薄钛棒加工,精密轧制技术实现了 0.1mm 厚度钛棒的批量生产,弯曲疲劳寿命达 10 万次以上,适配柔性电子、智能穿戴等新兴领域。大规格钛棒成型技术也取得突破,φ400mm 级 TC4 钛棒实现批量生产,抗拉强度达到 985MPa,氢含量≤17ppm,满足了大型装备制造的需求。成型加工的创新让钛棒生产从 “粗放型” 转向 “精密高效型”,为规模化应用提供了技术支撑。评价高的钛棒生产厂家钛合金棒融合钛与其他金属优势,强度远超纯钛,耐高低温,适配极端环境作业。

钛棒在极端温度环境中表现出优异的性能稳定性,既能够耐受高温工况下的强度衰减,又能在温环境中保持良好韧性,覆盖了从深冷到高温的温度区间。高温性能方面,纯钛棒在 500℃以下力学性能稳定,超过 500℃后,晶粒会逐渐长大,强度开始下降;而钛合金棒通过合金元素调控,高温性能提升:α 型 TA7 钛合金棒含 5% 铝、2.5% 锡,在 550℃时抗拉强度仍保持 500MPa 以上,且抗氧化性能优异,适用于航空发动机燃烧室、高温紧固件;α+β 型 TC11 钛合金棒添加 6.5% 铝、3.5% 钼、1.5% 锆,在 600℃下的持久强度(100 小时)达 300MPa,是先进航空发动机压气机叶片的材料;β 型 TB6 钛合金棒虽高温性能略逊,但在 450℃以下仍保持度,多用于需要高温强度与良好加工性能的构件。低温性能方面,钛棒的优势更为,纯钛与多数钛合金在温环境下不会出现脆性转变:TA2 纯钛棒在 - 196℃(液氮温度)下,冲击韧性可达 60J/cm²,伸长率仍保持 15% 以上;TC4ELI 低间隙钛合金棒在 - 253℃(液氢温度)下,抗拉强度提升至 1100MPa,同时保持良好塑性,避免了钢、铝合金在低温下的脆性断裂问题,因此被用于液化天然气(LNG)储罐、低温超导装置、航天运载火箭燃料贮箱等低温设备。
钛棒的合金创新围绕 “场景适配” 展开,打破了传统通用牌号的局限,形成多维度合金体系。在高温应用领域,Ti-1100 合金通过优化 Al、Sn、Zr 等元素配比,将使用温度上限提升至 600℃,满足先进航空发动机的高温强度需求,其高温持久强度较传统 TC4 提升 40% 以上。耐蚀合金方面,Ti-5Mo 合金通过添加钼元素,在 10% 盐酸环境中腐蚀速率比纯钛降低 60%,而 Ti-12Zr 合金表面形成的 TiO₂-ZrO₂复合膜,降低了点蚀敏感性,适用于化工、海洋等苛刻腐蚀环境。生物医用领域,低间隙元素的 TC4ELI 合金通过严格控制氧、氮等杂质含量,生物相容性大幅提升,配合微弧氧化表面处理技术,降低了镍离子析出风险,成为人工关节、牙种植体的材料。新能源领域的 Ti-Mo-Nb 合金,通过成分调控实现了优异的抗氢脆性能和导电性,适配氢能源储运与燃料电池双极板应用。合金体系的创新让钛棒从 “通用材料” 转变为 “场景定制材料”,性能边界持续拓宽。钛棒经固溶时效处理后,硬度可达 HRC30-35,兼顾强度与加工性能,适配高载荷部件。

熔炼技术的革新是提升钛棒内在质量的,实现了从 “满足基本性能” 到 “追求均匀性” 的跨越。传统真空电弧熔炼(VAR)工艺逐步升级为三次 VAR 熔炼,有效减少了合金中的偏析、夹杂等缺陷,氢含量控制从早期的 50ppm 降至 20ppm 以下。电子束冷床熔炼(EBCHM)和等离子冷床熔炼(PAM)技术的工业化应用,进一步提升了钛棒的纯净度,氧含量可控制在 800ppm 以下,接近国际水平,尤其适用于航空航天构件。针对大规格钛棒的组织不均匀问题,多场耦合熔炼技术通过电磁搅拌与温度调控,使直径超过 300mm 的钛棒心部与表层组织差异缩小至 5% 以内。西部超导开发的铸锭开坯大变形拔长锻造工艺,通过横向与轴向拔长结合的方式,充分破碎原始铸态组织,获得细小均匀的 β 组织,大幅提升了中小规格钛棒的组织一致性。熔炼工艺的创新为钛棒的高性能奠定了基础,推动其向制造材料转型。氢能汽车用钛棒耐高压(70MPa)与氢脆,可加工成车载储氢罐、输氢管路部件。评价高的钛棒生产厂家
纯钛 Gr1 钛棒塑性优良,易切削加工,耐蚀性突出,适用于化工设备、医疗器械的精密零部件制造。评价高的钛棒生产厂家
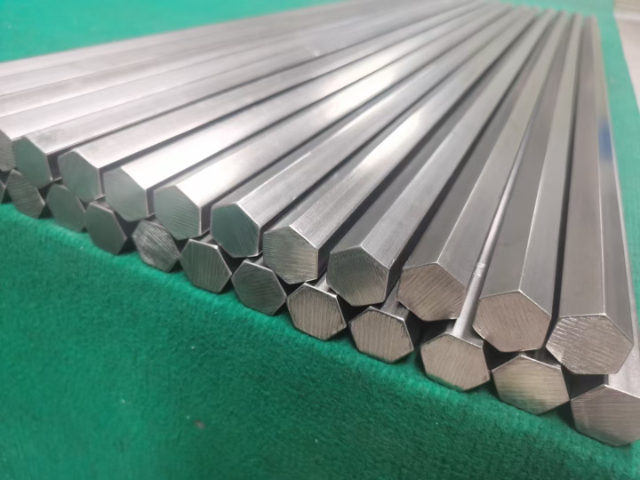
钛棒根据材质可分为纯钛棒与钛合金棒两大类,每类又依据成分、性能差异细分,形成覆盖不同应用场景的产品体系。纯钛棒以工业纯钛为原料,按杂质含量分为 TA1、TA2、TA3 三个牌号,杂质含量依次递增,强度逐步提升,塑性则反向降低。TA1 纯钛棒杂质含量(氧≤0.18%、铁≤0.20%),塑性优异,适用于医疗植入物、精密仪器构件;TA2 纯钛棒综合性能均衡,是化工、海洋工程中耐腐蚀构件的主流选择;TA3 纯钛棒强度,多用于对强度有一定要求的通用结构件。钛合金棒则根据合金元素组成与显微组织,分为 α 型、β 型、α+β 型三类:α 型钛合金棒(如 TA5、TA7)含铝、锡等稳定 α 相的元素,高温强度高、焊接性能好,适用于 500℃以上的高温构件;β 型钛合金棒(如 TB2、TB5)含钼、钒等稳定 β 相的元素,室温强度高、冷加工性能优异,多用于航空航天领域的度紧固件;α+β 型钛合金棒(如 TC4、TC11)是应用的品类,通过调整 α 相与 β 相比例,兼顾强度、韧性与加工性能,TC4 钛合金棒占全球钛合金棒消费量的 60% 以上,覆盖航空发动机部件、医疗植入物等场景。评价高的钛棒生产厂家
宝鸡中岩钛业有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在陕西省等地区的冶金矿产中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,宝鸡中岩钛业供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!