钛棒的发展源头可追溯至 20 世纪初钛元素的工业化提炼突破,这一阶段的特征是从实验室探索走向初步产业化应用。1791 年钛元素被发现后,长期受限于提炼技术瓶颈,直到 1910 年美国科学家亨特发明镁热还原法,才实现了金属钛的少量制备。20 世纪 30 年代,随着航空工业对轻量化度材料的迫切需求,钛的加工技术开始向棒材成型延伸,早期钛棒主要通过简单熔炼与锻压工艺生产,纯度较低且性能不稳定,用于部分试验件。第二次世界大战的爆发成为关键转折点,钛棒凭借 4.5g/cm³ 的超轻密度优势,被用于制造飞机发动机零部件和机翼结构件,开启了以需求为主导的发展阶段。这一时期的生产技术以传统真空电弧熔炼(VAR)和热轧工艺为主,产品规格单一,主要集中在小直径棒材,且产能规模有限,全球年总产量不足千吨。钛棒的雏形阶段为后续发展奠定了基础,确立了其在制造领域的潜在价值。医疗植入钛棒生物相容性佳,可与人体组织紧密结合,降低排异反应风险。宿迁钛棒源头厂家

钛棒产业在发展过程中面临着诸多技术瓶颈与市场风险,通过持续创新与科学应对逐步。技术方面,大规格钛棒(Φ>1.5m)组织不均匀、钛棒纯净度不足等问题长期存在,我国企业通过开发多向模锻 + 局部时效工艺、优化熔炼技术等方式,逐步提升了大规格产品质量,氧含量控制水平接近国际先进水平。市场风险方面,原材料价格波动、国际贸易摩擦等因素对产业发展造成一定影响,企业通过建立多元化采购渠道、签订长期供货协议、构建全球生产布局等方式,降低了市场波动带来的风险。技术替代风险方面,面对新型合金材料、复合材料的竞争,钛棒企业通过拓展多功能集成应用、提升产品性能等方式,强化了不可替代性。行业内低水平重复建设、产能过剩等问题,通过市场竞争与政策引导,逐步实现优胜劣汰,资源向企业集中,产业集中度持续提升。挑战应对过程中,钛棒产业的抗风险能力与核心竞争力不断增强。宿迁钛棒源头厂家低温钛棒在低温环境下仍保持良好韧性,无脆性断裂风险,适配极地、冷链设备。

钛棒在极端温度环境中表现出优异的性能稳定性,既能够耐受高温工况下的强度衰减,又能在温环境中保持良好韧性,覆盖了从深冷到高温的温度区间。高温性能方面,纯钛棒在 500℃以下力学性能稳定,超过 500℃后,晶粒会逐渐长大,强度开始下降;而钛合金棒通过合金元素调控,高温性能提升:α 型 TA7 钛合金棒含 5% 铝、2.5% 锡,在 550℃时抗拉强度仍保持 500MPa 以上,且抗氧化性能优异,适用于航空发动机燃烧室、高温紧固件;α+β 型 TC11 钛合金棒添加 6.5% 铝、3.5% 钼、1.5% 锆,在 600℃下的持久强度(100 小时)达 300MPa,是先进航空发动机压气机叶片的材料;β 型 TB6 钛合金棒虽高温性能略逊,但在 450℃以下仍保持度,多用于需要高温强度与良好加工性能的构件。低温性能方面,钛棒的优势更为,纯钛与多数钛合金在温环境下不会出现脆性转变:TA2 纯钛棒在 - 196℃(液氮温度)下,冲击韧性可达 60J/cm²,伸长率仍保持 15% 以上;TC4ELI 低间隙钛合金棒在 - 253℃(液氢温度)下,抗拉强度提升至 1100MPa,同时保持良好塑性,避免了钢、铝合金在低温下的脆性断裂问题,因此被用于液化天然气(LNG)储罐、低温超导装置、航天运载火箭燃料贮箱等低温设备。
低成本制造技术的创新了钛棒 “高价格” 瓶颈,为规模化应用奠定了经济基础。短流程冶金技术的开发成效,西部超导的工艺通过优化锻造与轧制流程,大幅减少了生产火次,不仅提高了生产效率,还降低了能耗与原材料消耗。氢化脱氢法的探索应用,目标将 TC4 钛棒成本降低至 200 元 /kg 以下,通过钛粉制备与烧结成型的短流程工艺,简化了生产环节。循环经济模式的构建成为重要创新方向,废旧钛棒回收再利用技术不断突破,通过高效分选、提纯与真空蒸馏工艺,回收钛材性能可达到原生钛材的 98% 以上,资源回收率从早期的不足 5% 提升至目前的 25% 以上。电解钛粉技术的应用,使再生钛棒熔炼能耗从 40kWh/kg 降至 18kWh/kg,成本降低 40%。低成本制造的创新让钛棒在民用领域的性价比优势逐步显现,推动了从 “” 向 “军民两用” 的普及。钛棒尺寸精度高,公差控制在 ±0.02mm,可直接用于精密机械加工,减少后续切削余量。

中国钛棒产业将加速从 “规模” 向 “技术、质量” 转型,国产化替代进程提速。根据规划,到 2030 年中国钛棒市场规模有望占据全球 40% 以上份额,重点领域用钛材自给率将超过 85%,国产航空发动机钛合金材料国产化率将提升至 95% 以上。产业集群效应将进一步凸显,陕西宝鸡、甘肃金昌等产业集群的产能占比将持续提升,形成集研发、生产、检测、应用于一体的完整产业链。头部企业将通过技术创新与产能扩张巩固市场地位,宝钛股份、西部超导等企业已实现航空级钛棒进口替代,国内市占率从 2018 年的 31% 提升至 2022 年的 46%。同时,海外市场开拓将进入加速期,依托 “” 沿线国家能源基建项目,2030 年海外市场订单量预计实现大幅增长,出口目的地将从传统的欧美市场拓展至东南亚、中东等新兴市场。为规避国际贸易壁垒,企业将加快海外生产基地布局,在东南亚等地区建立本土化产能,实现全球资源的优化配置。生物相容性优异的钛棒无毒无害,可加工成骨科植入物、牙科修复体,符合医疗行业安全标准。宿迁钛棒源头厂家
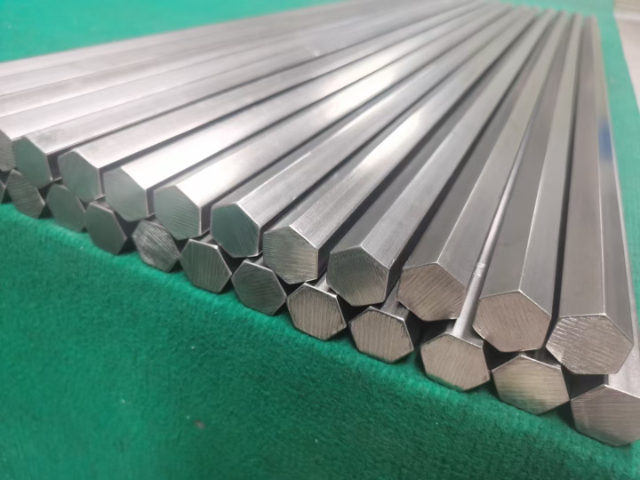
钛棒较镍基合金棒成本降低 40%,耐蚀性相当,是高性价比苛刻工况材料选择。宿迁钛棒源头厂家
钛棒的加工性能受其晶体结构与化学特性影响,表现出与钢、铝合金不同的工艺特点,需通过针对性的工艺优化实现高效加工。切削加工方面,钛棒的导热系数低(为钢的 1/4、铝的 1/10),切削过程中热量易集中在切削区域,导致刀具温度升高,磨损加快;同时,钛的化学活性高,在高温下易与刀具材料(如高速钢、硬质合金)发生黏结,产生积屑瘤,影响加工精度与表面质量。因此,钛棒切削需采用高速钢或超细晶粒硬质合金刀具(如 WC-Co 合金),使用切削液(含极压添加剂)降低温度,切削速度控制在钢的 1/3-1/2(如车削速度 80-120m/min),进给量适当减小,以减少切削力与热量产生。焊接加工方面,钛棒焊接的挑战是防止高温氧化与气体污染(氧、氮、氢会降低焊接接头性能),需在惰性气体保护(氩气纯度≥99.99%)或真空环境中进行,常用焊接方法包括钨极氩弧焊(TIG)、等离子弧焊(PAW)、电子束焊(EBW)。TIG 焊适用于薄壁钛棒焊接,焊接接头强度可达母材的 90% 以上;EBW 焊能量密度高,热影响区小,适用于厚壁钛棒或高精度构件焊接。宿迁钛棒源头厂家
宝鸡中岩钛业有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在陕西省等地区的冶金矿产中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来宝鸡中岩钛业供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!