二是优异的比强度,钛的密度为钢的57%,抗拉强度却与高强度钢相当,可降低系统自重,尤其适配航空航天、海洋工程等轻量化需求;三是良好的综合性能,兼具耐高温(部分钛合金可耐受600℃以上高温)、耐低温(可在-253℃液氮环境下稳定工作)与生物相容性,适配多场景需求。从工业系统的运行逻辑来看,钛管件的品质直接决定了整个流体输送系统的可靠性与安全性,在化工、航空航天、海洋工程等领域,一个钛管件的失效可能导致整个系统停机,造成巨大经济损失。目前,钛管件已从初的航空航天产品,逐步拓展至化工、能源、医疗、电子等多个领域,成为衡量一个国家制造业水平的重要标志之一。钛合金盘管管件,耐海水腐蚀,适配海水淡化设备换热管路系统。济南TC4钛管件制造厂家

全自动TIG焊生产线配备机器人与氩气保护系统,实现焊接过程的自动化与精细控制,焊缝合格率从人工焊接的85%提升至99%;激光焊接机用于薄壁与微型钛管件的焊接,焊接速度达50cm/min,是传统TIG焊的5倍,焊缝热影响区宽度0.5mm。检测设备是质量保障的关键,三坐标测量仪实现管件尺寸的全维度检测,精度达0.001mm;超声波相控阵检测系统实现焊缝内部缺陷的精细定位与定量,缺陷检出率达100%;盐雾试验箱与腐蚀试验设备用于评价耐蚀性能,为材料选择提供依据。智能化升级推动钛管件制造向化转型,MES生产管理系统实现生产过程的全程追溯,记录每批管件的原材料信息、工艺参数与检测数据;数字孪生技术构建生产虚拟模型,模拟成型与焊接过程,提前预判缺陷,缩短研发周期30%;AI视觉检测系统实现管件表面缺陷的自动识别与分类,检测效率提升10倍。中国头部钛管件企业已建成智能化生产线,生产效率提升5倍以上,产品合格率从88%提升至99%,智能化成为钛管件制造业升级的必然趋势。济南TC4钛管件制造厂家钛盘管管件,定制长度按需加工,适配各类换热设备个性化需求。

化工领域是钛管件应用的“耐蚀主战场”,化工生产中大量涉及盐酸、硫酸、硝酸、氯气、烧碱等强腐蚀介质的输送,传统不锈钢管件寿命1-3年,频繁更换导致生产成本高企与安全隐患,钛管件的优异耐蚀性在此领域发挥着不可替代的作用。在氯碱工业中,钛管件是离子膜电解槽的配套部件,用于输送饱和食盐水、氯气与烧碱溶液,采用TA2纯钛或Ti-0.2Pd耐蚀钛合金制造,弯头、三通等管件通过液压成型与TIG焊工艺制备,使用寿命可达8-12年,是不锈钢管件的4-6倍,同时避免了金属离子污染电解液,提升了烧碱产品纯度。在硫酸工业中,钛管件用于稀硫酸(浓度<60%)与硫酸亚铁溶液的输送,采用TA2纯钛管件,通过热弯成型与多层焊工艺制造,解决了传统碳钢管件“半年一换”的难题,使用寿命延长至5-8年,大幅降低了维护成本。在精细化工领域,钛管件用于医药中间体、染料等产品的合成反应管路,采用TC4钛合金或高纯钛制造
同时通过拖罩或背面充氩对焊缝背面与热影响区进行保护,保护范围需覆盖焊缝两侧各20mm以上区域,焊接温度高于400℃的区域均需处于氩气保护中。焊接参数的精细控制至关重要,焊接电流需根据管件壁厚调整(通常为50-200A),焊接速度控制在5-15cm/min,避免电流过大导致烧穿或速度过慢导致过热氧化;钨极需采用铈钨极,直径与焊接电流匹配,避免钨极烧损污染焊缝。对于厚壁钛管件(壁厚>10mm),通常采用多层多道焊,每层焊缝厚度控制在3-5mm,层间温度需低于150℃,避免累计热应力导致裂纹。焊接后的焊缝处理也不可或缺钛合金异径管件,偏心变径设计,避免气阻,适配燃气输送管路系统。

通过增材制造工艺实现复杂结构一体化成型,如长征五号运载火箭的液氢输送管路采用钛管件,在-253℃的液氢温度下保持良好的韧性与密封性,确保发射过程的安全稳定。航空航天用钛管件的制造要求极高,尺寸公差需控制在±0.01mm以内,焊缝合格率需100%,需通过严格的疲劳试验(10^7次循环)、高低温循环试验与无损检测,部分管件还需进行荧光渗透检测与真空检漏。全球航空航天用钛管件市场主要由美国、日本与中国的少数企业主导,随着中国大飞机与航天工程的快速发展,航空航天用钛管件的国产化率正逐步提升,从初的30%提升至如今的60%以上。钛螺纹管件,防脱扣设计,适配振动环境下管路连接防松动。济南TC4钛管件制造厂家
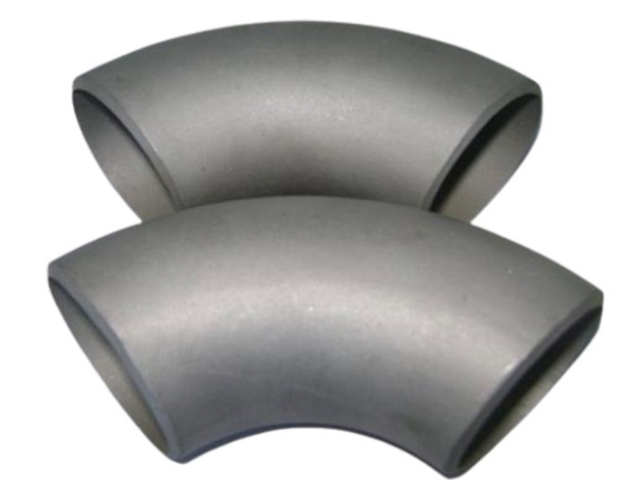
钛弯头管件,90°/45°/180°多规格,适配管路转向灵活布置需求。济南TC4钛管件制造厂家
管径精度提升至±0.2mm,表面粗糙度Ra≤3.2μm,实现化工用钛管件批量生产;1978年冷弯工艺开发,采用数控弯管机实现弯头成型,曲率公差控制在±0.5°。80年代是成型工艺多元化期,针对不同结构需求,1982年液压成型技术用于三通、四通管件生产,一次性成型减少焊接工序;1986年旋压成型技术用于薄壁钛管件,壁厚均匀性提升至±0.05mm,用于医疗领域。90年代是精密成型期,1993年数控多向模锻技术开发,实现复杂异形钛管件整体成型,材料利用率从70%提升至95%;1998年超塑成型技术突破,钛管件在高温下实现大变形,适配大型化工设备需求。2000-2010年是高效成型期,2005年滚压成型技术用于钛管螺纹加工济南TC4钛管件制造厂家
宝鸡中岩钛业有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在陕西省等地区的冶金矿产中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同宝鸡中岩钛业供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!