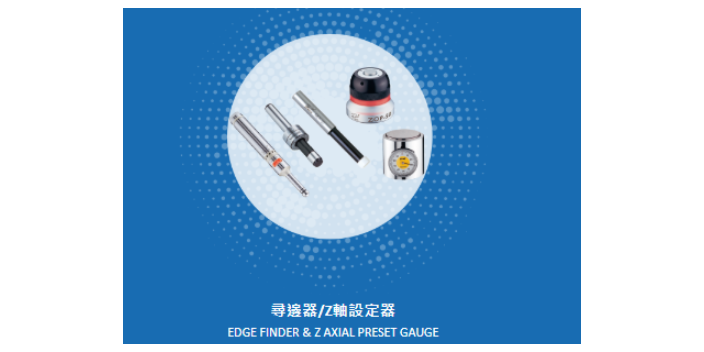
寻边器是在数控加工中,为了精确确定被加工工件的中心位置的一种检测工具。寻边器的工作原理是首先在X轴上选定一边为零,再选另一边得出数值,取其一半为X轴中点,然后按同样方法找出Y轴原点,这样工件在XY平面的加工中心就得到了确定。特点:因为生产的需要 寻边器有不同的类型,如光电式、防磁式、回转式、陶瓷式、偏置式等,比较常用的是偏置式。注意事项:1、勿使用寻边器弯曲或勉强拖拉,否则会影响精度;2、滑动端面勿粘附异物或微尘;3、在测量时,转速不能超过600RPM;4、偏置式寻边器不适合在横型的机器上使用。LI-HSUN丽勋的高速顶针-NCH螺帽型适合小工作物的加工切削,具有中负荷使用和防水性能。清远LI-HSUN丽勋高速顶针-NCS 型(替换式)
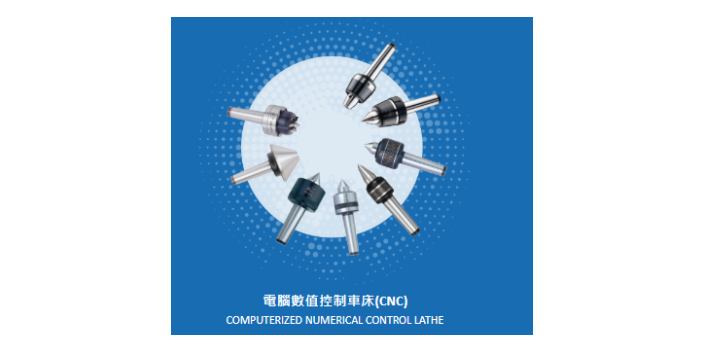
CNC车床的优势主要体现在以下几个方面:1. 高精度:CNC车床采用数字控制系统,可以实现高精度的加工,保证了零件的尺寸精度和表面质量。2. 高效率:CNC车床具有自动化程度高、加工速度快的特点,可以很大程度提高生产效率,减少人力成本。3. 灵活性:CNC车床可以根据不同的加工要求进行编程,实现多种加工方式的切换,适应不同的加工需求。4. 自动化程度高:CNC车床可以实现自动换刀、自动测量、自动修正等功能,减少了人工操作的繁琐性,提高了生产效率。5. 可编程性强:CNC车床可以通过编程实现复杂的加工操作,可以加工各种形状的零件,提高了加工的灵活性和多样性。清远LI-HSUN丽勋高速顶针-NCS 型(替换式)LI-HSUN丽勋是轴滑座的制造商之一,他们的产品设计使得X轴滑座的操作更加方便和精确。
钻夹头的夹紧装置是用于夹紧钻头的部件。它通常由一个或多个螺旋装置组成,通过旋转螺旋装置,可以使夹头本体的夹紧槽收缩或张开,从而实现对钻头的夹紧或释放。夹紧装置的设计和操作方式各不相同,有手动夹紧装置和自动夹紧装置两种类型。连接装置是用于将钻夹头连接到钻床、钻孔机或其他钻孔设备上的部件。它通常由螺纹连接、锥形连接或其他连接方式组成,以确保钻夹头能够牢固地固定在设备上,并能够传递足够的扭矩和转速。钻夹头的选择和使用需要考虑多个因素。首先是钻头的类型和尺寸,不同的钻头适用于不同的材料和孔径。其次是钻孔设备的类型和规格,钻夹头必须与设备相匹配。此外,还需要考虑钻孔的深度、精度和表面质量要求等因素。
高速顶针-NCS 型(替换式):1. 前端使用双列滚珠轴承及止推轴承,滚针轴承之组合;2. 适用于 CNC 车床,具中负荷使用与防水性;3. 车床尾座调整压力建议 5~8 公斤。高速顶针-NCH 螺帽型:1. 前端使用双列滚珠轴承及止推轴承,滚针轴承之组合;2. 适用于 CNC 车床,具中负荷使用与防水性;3. 车床尾座调整压力建议 5~8 公斤;※ NCH-B 型;适合小工作物之加工切削。重负荷顶针-NCF 型:1. 心轴使用合金工具钢之材质,经真空热处理( HRC60°±1°)具高钢性及耐磨性;2. 前端使用双列斜角滚珠轴承及止推轴承中段及后段使用滚针轴承之组合,具防水性;3. 车床尾座调整压力建议 5~8 公斤;※ NCF-B 型;适合小工作物之加工使用。LI-HSUN丽勋是操作程序中的一个重要定位梢,用于对正分度盘沟槽。
丽勋企业有限公司成立于公元1978年,并于2003年10月正式进驻台中工业区,占地1682平方公尺。丽勋企业有限公司一直秉持着【求质、求实、求精、求新】的精神理念提供顾客较好的产品与服务。在累积了四十几年的技术、经验及全体员工不断的努力下,研发制造一系列CNC回转顶针(高速、轻、中、重型之回转顶针)、替换式顶针、高性能顶针及重型回转顶针…约10多种顶针产品。此外,更进一步研发出Z轴设定器(光电型、附表型)、寻边器 (光电式、机械式)以及不导瓷之全陶瓷寻边器。为了在国际市场奠定更稳固的基础外,面对新世纪的挑战,积极强化企业体系以增加顶针产品之竞争力;同时本公司更朝钻头研磨机、铣刀研磨机等系列产品进行研发。不断提供顾客优越的顶针产品及顾客服务,努力朝向“发展创新、提升效率、保证质量”,之目标向前迈进。螺旋角修磨机通过自动化修磨,提高了生产效率和产品质量。清远LI-HSUN丽勋高速顶针-NCS 型(替换式)
机械式寻边器需要旋转使用,精度可达0.01MM。清远LI-HSUN丽勋高速顶针-NCS 型(替换式)
寻边器数控加工中心操作步骤:对刀,确定并输入工件坐标系参数1 )用寻边器对刀,确定 X 、 Y 向的零偏值,将 X 、 Y 向的零偏值 输入到工件坐标系 G54 中, G54 中的 Z 向零偏值输为 0 ;2 )将 Z 轴设定器安放在工件的上表面上,从刀库中调出 1 号刀具装上主轴,用这把刀具确定工件坐标系 Z 向零偏值,将 Z 向零偏值输入到机床对应的长度补偿代码中, “+” 、 “-” 号由程序中的 G43 、 G44 来确定,如程序中长度补偿指令为 G43 ,则输入 “-” 的 Z 向零偏值到机床对应的长度补偿代码中;3 )以同样的步骤将 2 号、 3 号刀具的 Z 向零偏值输入到机床对应的长度补偿代码中。清远LI-HSUN丽勋高速顶针-NCS 型(替换式)