- 品牌
- 明晟光普
- 型号
- ti1
- 材质
- α+β钛合金
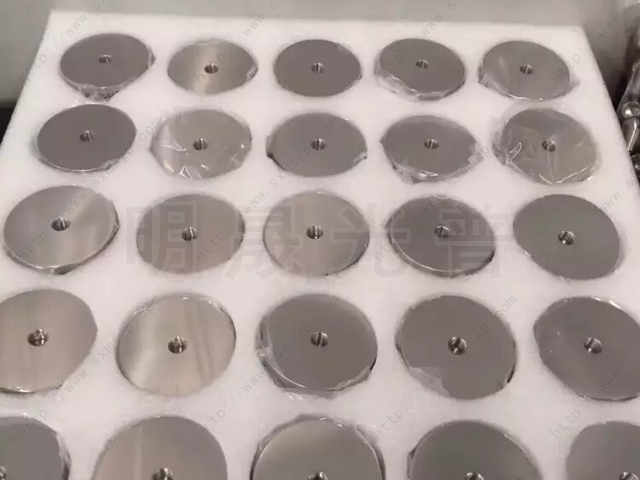
钛靶材是指以金属钛或钛合金为原料,经过提纯、熔炼、成型、加工、精整等一系列工艺制备而成,用于物相沉积(PVD)中的磁控溅射、电子束蒸发等工艺,在基材表面沉积钛基薄膜的功能性材料。其特性源于钛金属本身的优势,并通过精密加工进一步优化:首先是优异的耐腐蚀性,钛在空气中会迅速形成一层致密的氧化钛保护膜(厚度约 5-10nm),这层膜能抵御海水、强酸、强碱等多种腐蚀介质的侵蚀,即使保护膜受损,也能快速再生,确保薄膜长期稳定;其次是良好的导电性与导热性,纯钛的导电率约为铜的 30%(23MS/m),导热系数达 21.9W/(m・K),且在宽温度范围(-253℃至 600℃)内性能稳定,适配电子领域的导电与散热需求;再者,钛靶材具备优异的生物相容性,钛基薄膜与人体组织无排异反应,且能促进细胞黏附与增殖,适合医疗植入器械的表面改性;此外,钛靶材还具有度与低密度的平衡特性(密度 4.51g/cm³,为钢的 56%),制备的薄膜能在轻量化前提下保证结构强度,适配航空航天等对重量敏感的领域。太阳能电池制造中,是高效电池背接触层与粘附层的选择,提高光电转化效率。济宁哪里有钛靶材货源源头厂家
生物医学领域对材料的生物相容性、性、生物活性等要求极高,钛靶材在该领域的应用创新不断拓展。除传统的人工关节、牙科植入物外,新型钛靶材在组织工程支架、药物缓释载体等方面取得突破。在组织工程支架方面,利用3D打印结合钛靶材溅射技术,制备具有仿生多孔结构的钛支架,通过控制溅射参数,在支架表面形成纳米级的粗糙结构与生物活性涂层,促进细胞的黏附、增殖与分化,引导组织再生,用于骨缺损修复、软骨组织工程等。在药物缓释载体方面,开发负载药物的钛靶材,通过在钛靶材表面修饰具有药物吸附与缓释功能的聚合物或纳米颗粒,如聚乳酸-羟基乙酸共聚物(PLGA)、介孔二氧化硅纳米粒子等,实现药物的可控释放,用于局部、心血管支架的抗血栓涂层等,提高效果,减少全身用药的副作用。济宁哪里有钛靶材货源源头厂家乐器表面镀钛,可防止乐器生锈,改善音色。

纯度是决定钛靶材性能的关键因素之一,尤其在半导体、显示等对杂质极为敏感的领域。传统钛靶材制备工艺在纯度提升上面临瓶颈,难以满足先进制程对超高纯钛靶材(99.999%以上)的需求。近年来,创新工艺不断涌现,熔盐电解精炼-电子束熔炼工艺便是其中的佼佼者。通过熔盐电解,可高效去除钛原料中的杂质,如铁、铬、钒等,使杂质含量降低至ppm级;后续电子束熔炼进一步提纯,利用电子束的高能量使钛原料在高真空环境下重新熔炼结晶,氧含量可控制在180ppm以下,成功制备出纯度达99.997%的低氧高纯钛锭。在此基础上,热锻等成型工艺经优化,能将高纯钛锭加工为电子级高纯钛靶材,且确保氧含量≦200ppm,晶粒组织呈现细粒状等轴晶,平均晶粒达12.0级,无微观缺陷,极大提升了靶材在溅射过程中的稳定性与薄膜沉积质量,为半导体芯片的3nm及以下先进制程提供了关键材料支撑。
可提升集流体与电极材料的结合力,减少充放电过程中的界面阻抗,延长电池循环寿命(循环 1000 次后容量保持率从 80% 提升至 90%);此外,钛基薄膜还可作为电池的固态电解质界面层(SEI 膜),提升电池的安全性与稳定性。在氢燃料电池领域,钛靶材用于双极板涂层:在金属双极板表面沉积 Ti-N 涂层,其耐酸性(在 0.5mol/L H₂SO₄溶液中腐蚀电流密度≤1μA/cm²)可抵御电解液侵蚀,同时导电性确保电子高效传输,目前丰田、宁德时代的氢燃料电池原型机均采用钛基涂层双极板,使用寿命突破 10000 小时。5G 基站设备部件镀钛,提高设备在复杂环境下的稳定性。

不同行业、不同客户对钛靶材的需求存在差异,定制化服务创新成为行业发展的重要趋势。钛靶材生产企业深入了解客户在靶材尺寸、形状、成分、性能等方面的个性化需求,提供从产品设计、制备到售后技术支持的一站式定制化解决方案。通过建立客户需求数据库,运用大数据分析技术对客户需求进行深度挖掘与分类,企业能够快速响应客户定制需求,制定合理的生产方案。例如,针对半导体行业客户对高精度、超纯钛靶材的需求,企业利用先进的提纯工艺与精密加工技术,定制生产符合特定纯度、尺寸公差要求的靶材;对于航空航天领域客户对耐高温、度钛合金靶材的特殊需求,企业通过优化合金配方与热处理工艺,开发出满足其性能指标的定制化产品,并提供现场技术指导,确保靶材在客户应用场景中发挥比较好性能,提升了客户满意度与忠诚度。兵器制造领域,给兵器部件镀膜,增强其在恶劣环境下的性能与可靠性。济宁哪里有钛靶材货源源头厂家
充电桩外壳镀钛,增强外壳耐候性与美观度。济宁哪里有钛靶材货源源头厂家
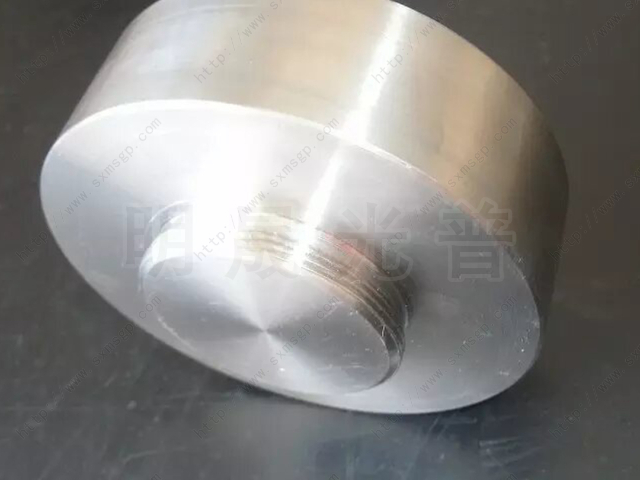
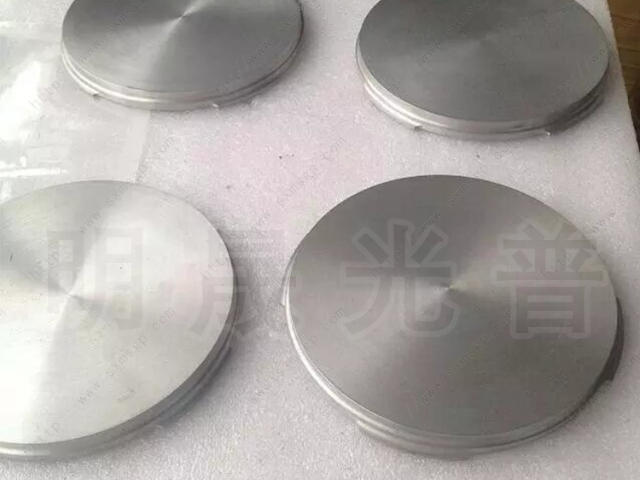
铸锭密度达理论密度的 95% 以上;冷坩埚感应熔炼则通过电磁感应加热,避免坩埚污染,适合高纯度钛合金铸锭制备。成型加工是钛靶材成型的工序,分为锻造、轧制与机加工:锻造将铸锭加热至 800-900℃(β 相变点以下),通过自由锻或模锻制成靶材坯料,改善内部晶粒结构;轧制对坯料进行多道次冷轧(室温)或热轧(600-700℃),控制每道次压下量(10%-20%),将坯料轧制成目标厚度(平面靶厚度 5-20mm,旋转靶壁厚 8-15mm);机加工采用数控车床、铣床对靶材进行精密加工,确保尺寸精度与表面粗糙度达标。热处理环节通过真空退火(温度 600-750℃,保温 2-4 小时)消除加工应力,调控晶粒尺寸(通常控制在 5-20μm),提升靶材的溅射稳定性。是精整工序,包括无损检测(超声探伤检测内部缺陷,X 射线荧光光谱分析成分)、表面处理(酸洗去除氧化层,抛光提升光洁度)、切割(按客户需求裁剪尺寸),形成完整的制备闭环,保障钛靶材的品质与性能。济宁哪里有钛靶材货源源头厂家
- 杭州哪里有钛靶材源头供货商 2026-05-18
- 绍兴钛靶材源头厂家 2026-05-05
- 东营钛靶材源头供货商 2026-05-05
- 石家庄钛靶材 2026-05-03
- 龙岩钛靶材 2026-05-03
- 烟台钛靶材制造厂家 2026-05-02
- 嘉兴钛靶材生产 2026-04-28
- 宁夏哪里有钛靶材源头厂家 2026-04-26
- 遂宁哪里有钛靶材生产 2026-04-17
- 吉安哪里有钛靶材源头供货商 2026-04-17
- 潍坊钛靶材一公斤多少钱 2026-04-12
- 丽水钛靶材销售 2026-04-06