- 品牌
- 思大泊
- 型号
- 齐全
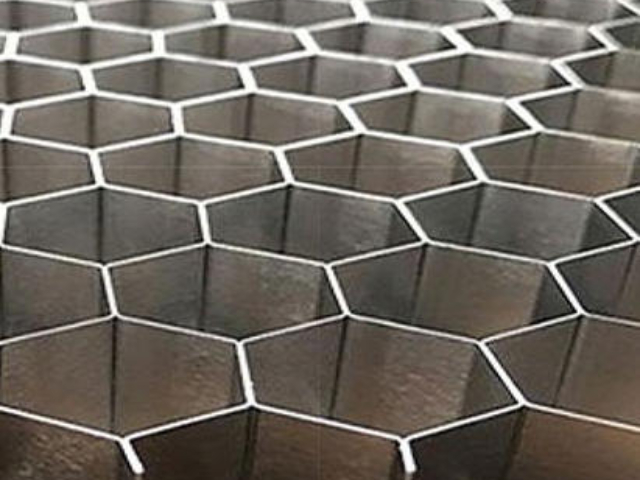
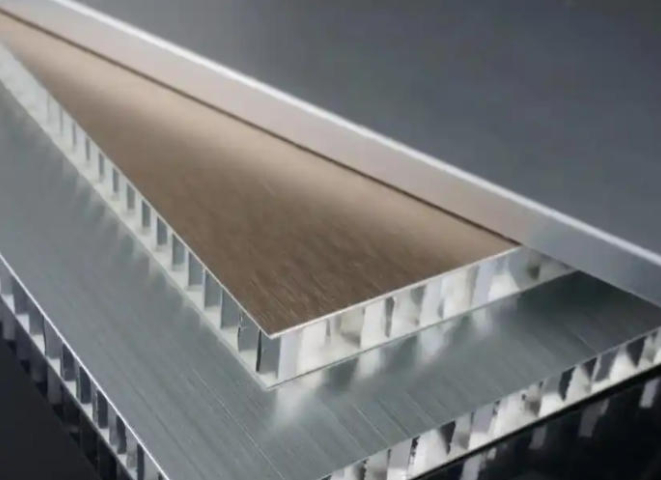
该产品采用“蜂窝式夹层”结构,即以表面涂覆耐候性较好的装饰涂层之**度合金铝板作为面、底板与铝蜂窝芯经高温高压复合制造而成的复合板材。该产品系列具有选材精良、工艺先进和构造合理的优势,不仅在大尺度、平整度有出色的表现,而且在形状、表面处理、色彩、安装系统等方面有众多的选择。此外,面板除采用铝合金外,还可根据客户需求选择其它材质,例如:铜、锌、不锈钢、纯钛、防火板、钟仟板、大理石、铝塑板等。1、大板面、高平整无需任何加固措施,蜂窝铝板板面尺寸可达1500*5000mm,并能保持较好的平整度。将铝蜂窝板板面保护膜折边部分撕开,按90°转角折边处贴上美纹纸。宝山区常见铝蜂窝芯销售价格
三、蜂窝芯材的制造设备目前生产蜂窝芯材***使用胶接拉伸法,其工艺流程如图4-80。涂芯条胶可用手工法或印胶式自动涂胶机和双槽辊式蜂窝芯制造机。印胶式自动涂胶机的结构如图4-105所示。工作原理是:玻璃市从放布简l引出后,经过张紧辊2,到印胶辊3,在布的一面涂胶,兰导向辊后到第二道涂胶辊,并在布的另一面涂胶,然后经过加热器7,在水平导向辊6处与未涂胶玻璃布迭合,一起卷绕到收布卷筒8上,当收卷到要求数量时取下,经热压固化后,切成蜂窝条备用。宝山区常见铝蜂窝芯销售价格将角码按标识线位焊接固定。
印胶辊的构造见图图4-105。胶液通过带胶辊和递胶辊传到印胶辊的凸环上而留在玻璃布上。若胶条宽度为a,则相邻两胶条的间距为4a,两道印胶辊的凸环错位2a。图4-105中,凸环的设计宽度一般略小于孔格边长。玻璃布的运动方向与印胶辊转向一致者称为印胶法,苦相反则称为擦胶法,后者胶八对玻璃布的压力小,不易透胶。印胶式自动涂胶机结构简单,生产效率高,质量易于控制,常用于大规模生产。双槽辊式蜂窝芯制造机的工作原理见图4-107。带胶的印辊转动后,依靠压辊的压紧,使连续带胶的印胶辊在玻璃布下面印上胶条。上下两个印胶辊的轴线平行,并在水平位置上错位2a,如前所述。
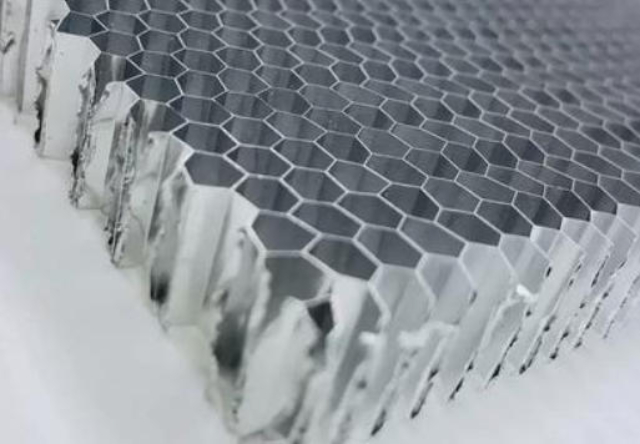
压制好的蜂窝芯材在用于夹层结构前,用切纸机按所需芯材的高度切成一定宽度的条材,然后将其拉伸呈蜂窝孔格形状,置于浸胶槽内,用合适浓度的浸渍胶浸渍1~2分钟。蜂窝壁材料须浸透,可以采用多次浸渍以控制一定的容重和强度。图4-108 蜂窝夹芯拼接方式示意图浸渍后,根据需要在平板或成型模上加热固化定形后,即可用于夹层结构的干法成型。对于聚酯树脂体系浸渍的芯材,在浸渍固化后即可直接用于夹层结构(湿法成型)。制造大面积或异形产品时,为满足外廓尺寸的要求,有时需进行拼接。可取少量胶液涂在拼接处,用夹子(加热或无需加热)固定以施加压力,胶液固化后即可(见图4-108)。 [3]其粘接性、耐候性好,使用1年后其剥离强度下降很小。
2、将轴线位置用红蓝铅笔在楼面做好标识,用角尺90°伸引线划出来,定出相对位置龙骨轴线、较正误差同上。石材铝蜂窝板立挺安装1、连结角码加防腐胶型加方垫片、加弹簧垫圈、加对穿螺栓与龙骨手拧固定。2、将龙骨上口对接标识位置,点焊角码临时固定。3、用2米靠尺较正龙骨的垂直误差为±2毫米,至三维调正为止。4、复核直径,按放线方法进行较对。5、满焊角码与埋件接触位,要求焊高6-8毫米,线条流畅,不允许有气泡和夹渣 6、去渣除锈、二遍防锈漆涂层。石材铝蜂窝板横梁安装源自现代航空的科技成果,重量更轻,但板材的强度更高。松江区本地铝蜂窝芯厂家供应
这种工艺的缺点是所采用的平面连续热复合机设备价格高,投资巨大。宝山区常见铝蜂窝芯销售价格
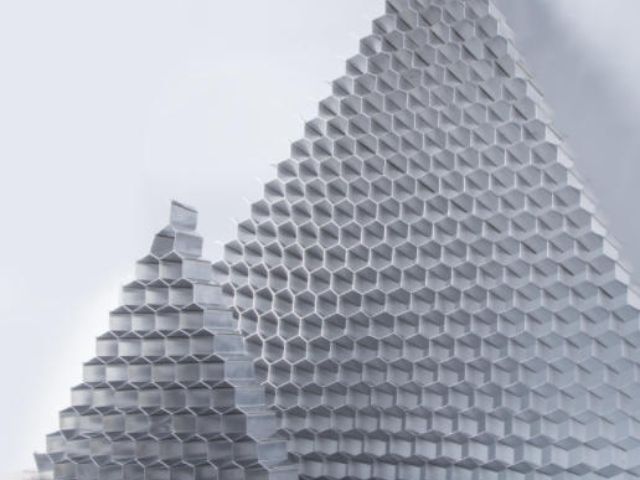
一、建筑幕墙装饰系列蜂窝铝板墙板系统以航空工业发展而来的复合蜂窝板技术为基础,如此先进的技术使公司得以制造出强度好重量轻的墙板产品。这些墙板产品表面非常平整,接缝宽度也可严格控制,这使建筑师得以设计出大板面的非常平直的精美墙面。除了特定的限制以外,蜂窝铝板并无标准尺寸,所有墙板均根据设计图纸由工厂订制而成。这样的生产方式使板在尺寸和形状方面具有很强的灵活性,比如:弧形板和折板等。这种灵活性在实际应用中被广为采用,因为这类板可以在几乎所有龙骨上安装,且安装极为简单。蜂窝铝板系统成为了一个完整的多功能的极富竞争力的墙板系统。它提供的这些极为实用的解决方案几乎适用于所有类型的墙面设计。宝山区常见铝蜂窝芯销售价格
上海思大泊新材料科技有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在上海市等地区的化工行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**思大泊供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!
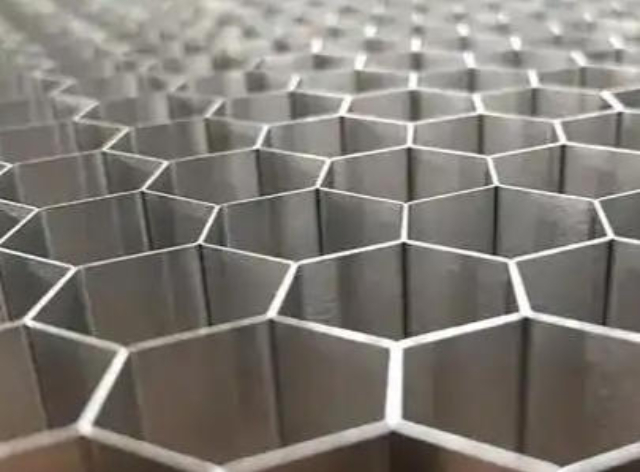
制造过程包含芯材成型、面层预处理、复合固结三大工序:1.芯材加工:铝箔经波纹辊压形成连续蜂窝网,通过纵向拉伸定型为正六边形阵列结构2.表面处理:面层铝板采用三涂两烤工艺,在230℃高温下完成氟碳涂层固化 [1]3.复合工艺:采用真空热压技术,在0.8-1.2MPa压力下保持30分钟完成粘结墙面安装采用二次龙骨支撑体系,主要流程包含:1.基层龙骨按600×600mm网格焊接钢结构框架2.蜂窝铝板通过不锈钢螺栓与龙骨角码固定,接缝处预留8-10mm伸缩间隙3.密封处理采用硅酮耐候胶填缝,注胶深度不小于6mm吊顶系统安装时需设置**吊挂件,单个吊点承载力不低于50kg [1]。而普通铝单板在宽度大于...
- 宝山区常见铝蜂窝芯销售价格 2026-01-26
- 虹口区质量铝蜂窝芯生产厂家 2026-01-26
- 长宁区常见铝蜂窝芯销售价格 2026-01-26
- 浦东新区国产铝蜂窝芯销售价格 2026-01-26
- 金山区本地铝蜂窝芯厂家供应 2026-01-26
- 浦东新区国产铝蜂窝芯厂家供应 2026-01-26
- 浦东新区常见铝蜂窝芯生产厂家 2026-01-26
- 青浦区无忧铝蜂窝芯生产厂家 2026-01-25
- 普陀区质量铝蜂窝芯销售方法 2026-01-25
- 闵行区质量铝蜂窝芯多少钱 2026-01-25

- 嘉定区生态铝蜂窝芯生产厂家 2026-01-24
- 徐汇区质量铝蜂窝芯销售厂 2026-01-24
- 虹口区生态铝蜂窝芯生产厂家 2026-01-23
- 松江区国产铝蜂窝芯市价 2026-01-23
- 普陀区无忧铝蜂窝芯销售方法 2026-01-23
- 普陀区无忧铝蜂窝芯生产厂家 2026-01-23


- 长宁区常见铝蜂窝芯销售价格 01-26
- 浦东新区国产铝蜂窝芯销售价格 01-26
- 金山区本地铝蜂窝芯厂家供应 01-26
- 杨浦区无忧铝蜂窝板销售厂 01-26
- 闵行区无忧铝蜂窝板批量定制 01-26
- 松江区本地铝蜂窝板哪家好 01-26
- 浦东新区国产铝蜂窝芯厂家供应 01-26
- 浦东新区常见铝蜂窝芯生产厂家 01-26
- 普陀区国产铝蜂窝板市价 01-26
- 普陀区本地胶粘剂多少钱 01-26