- 品牌
- 思大泊
- 型号
- 齐全
印胶辊的构造见图图4-105。胶液通过带胶辊和递胶辊传到印胶辊的凸环上而留在玻璃布上。若胶条宽度为a,则相邻两胶条的间距为4a,两道印胶辊的凸环错位2a。图4-105中,凸环的设计宽度一般略小于孔格边长。玻璃布的运动方向与印胶辊转向一致者称为印胶法,苦相反则称为擦胶法,后者胶八对玻璃布的压力小,不易透胶。印胶式自动涂胶机结构简单,生产效率高,质量易于控制,常用于大规模生产。双槽辊式蜂窝芯制造机的工作原理见图4-107。带胶的印辊转动后,依靠压辊的压紧,使连续带胶的印胶辊在玻璃布下面印上胶条。上下两个印胶辊的轴线平行,并在水平位置上错位2a,如前所述。蜂窝板为复合产品,加工速度和能力较弱,但精度有保障。普陀区质量铝蜂窝芯销售方法
2.翻边式 此安装方式是加工铝蜂窝板时即加工有安装用翻边,安装只需按位置连接与龙骨及胶缝处即可,适宜胶缝宽度为≥10mm,此方法安装方便,但加工稍复杂,不适用于造型幕墙板。3.扣条式 此节点为铝扣条式,扣条为特定型材,安装简单,但此方法对板材加工精度要求较高,不建议使用于长度大于3000mm以上的板材。根据扣条的宽度,板材中缝有20mm和40mm等。石材铝蜂窝板打胶与清洁1、将铝蜂窝板板面保护膜折边部分撕开,按90°转角折边处贴上美纹纸。美纹纸在“+”字胶缝处应折成90°转角,整个板块美纹纸一次到位,用力扫平,避免美纹纸折皱。青浦区无忧铝蜂窝芯市价节点胶应选用环氧改性高温固化胶,它能提供足够的粘接强度而且具有优良的耐环境及耐高低温性能。
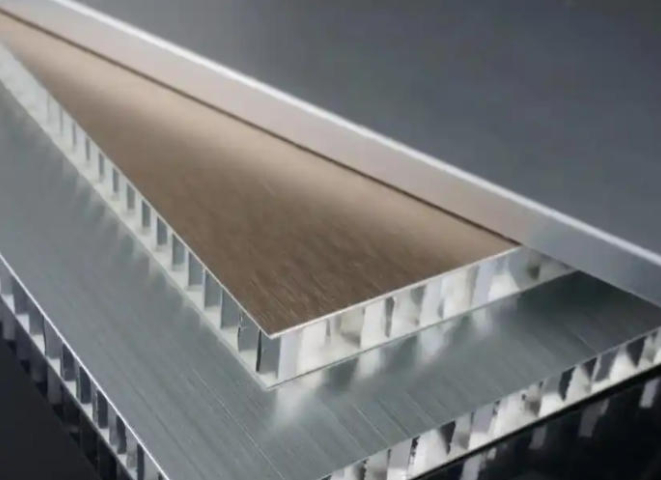
蜂窝铝板产品均选用公司统一标准的预辊涂高等级铝合金卷材,结合多种生产工艺精制而成。1、涂层技术(1)采用**的涂层烘烤技术,确保涂层的附着力以及色彩均匀性和饱和度。(2)可根据客户要求提供需要的颜色,还可以提供各种特殊涂层。2、成型技术(1)通过系列模具逐步成型,充分释放板材内部的应力。(2)保护面板表面的涂层不受损伤,更为耐用。整个生产流程保证板材加工尺寸的高精度。(3)连续的热复合生产工艺高效快捷。3、蜂窝复合技术(1)源自现代航空的科技成果,重量更轻,但板材的强度更高。(2)利用高温复合和面板热压技术,确保板材的整体性、强度和平整度。
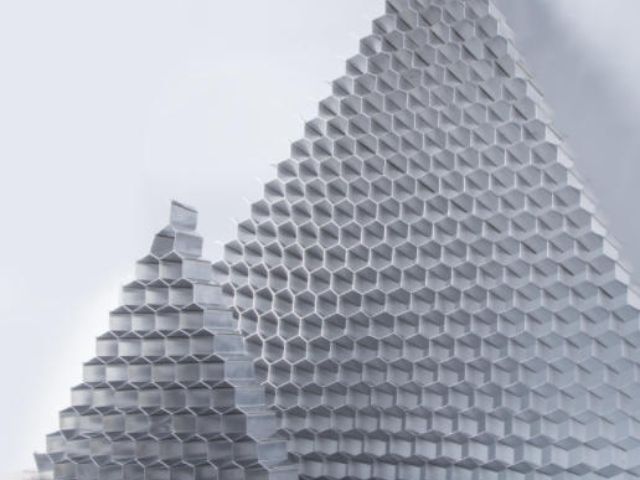
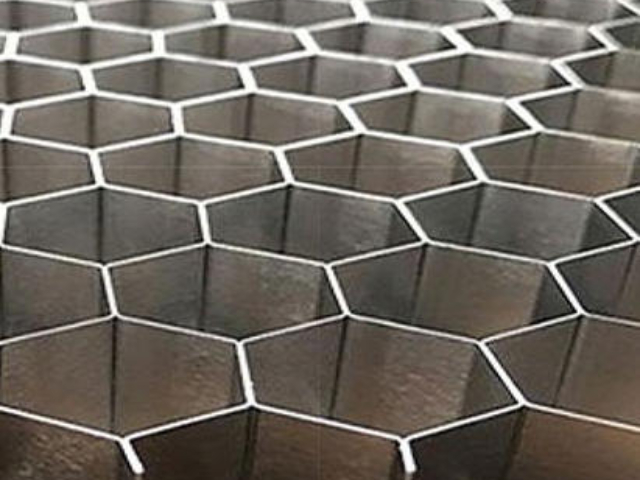
制造过程包含芯材成型、面层预处理、复合固结三大工序:1.芯材加工:铝箔经波纹辊压形成连续蜂窝网,通过纵向拉伸定型为正六边形阵列结构2.表面处理:面层铝板采用三涂两烤工艺,在230℃高温下完成氟碳涂层固化 [1]3.复合工艺:采用真空热压技术,在0.8-1.2MPa压力下保持30分钟完成粘结墙面安装采用二次龙骨支撑体系,主要流程包含:1.基层龙骨按600×600mm网格焊接钢结构框架2.蜂窝铝板通过不锈钢螺栓与龙骨角码固定,接缝处预留8-10mm伸缩间隙3.密封处理采用硅酮耐候胶填缝,注胶深度不小于6mm吊顶系统安装时需设置**吊挂件,单个吊点承载力不低于50kg [1]。4、刮胶按注胶原则也应一次到底,在“+”字接口处刮拉速度稍微缓慢一些。

f.编写钣金加工说明书,写明加工流程,公差要求、注意事项、加工要点等等。g.编写钣金加工下料表,字体要大。纹理方向顺长度方向表示为“↑”;纹理方向顺宽度方向表示“→”。h. 对需进行数控下料和数控开展开料的,要进行计算机编程,并存入U盘和其他技术资料一起交车间主任签收。i.编写铝蜂窝板加工说明书,写明加工流程,铝蜂窝芯要求、胶粘材料要求和施工工艺、异型件模具图、铝蜂窝板施工工艺、如何后续加工等。j.提供辅件图纸、安装图纸和安装要求去渣除锈二遍防锈漆涂层。普陀区质量铝蜂窝芯销售方法
保护面板表面的涂层不受损伤,更为耐用。整个生产流程保证板材加工尺寸的高精度。普陀区质量铝蜂窝芯销售方法
三、家具蜂窝板系列对环保要求很严的现代家具行业来说,用蜂窝板来做家具的加工材料,是新世纪一种很好的材料选择,其完全无毒的绿色品质,让家具商在加工家具时,少了不必要的环保程序;另外,蜂窝铝板面板可多样化如实木、铝板、石膏板、防火板、中纤板、天然大理石材等,均可做成蜂窝板,材料选择方便。四、隔断系列蜂窝铝板隔断的出现,打破了以往传统的隔断模式,以其高贵、清新、气派的风格,赢得了中、***办公空间的市场份额。普陀区质量铝蜂窝芯销售方法
上海思大泊新材料科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在上海市等地区的化工中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,思大泊供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
制造过程包含芯材成型、面层预处理、复合固结三大工序:1.芯材加工:铝箔经波纹辊压形成连续蜂窝网,通过纵向拉伸定型为正六边形阵列结构2.表面处理:面层铝板采用三涂两烤工艺,在230℃高温下完成氟碳涂层固化 [1]3.复合工艺:采用真空热压技术,在0.8-1.2MPa压力下保持30分钟完成粘结墙面安装采用二次龙骨支撑体系,主要流程包含:1.基层龙骨按600×600mm网格焊接钢结构框架2.蜂窝铝板通过不锈钢螺栓与龙骨角码固定,接缝处预留8-10mm伸缩间隙3.密封处理采用硅酮耐候胶填缝,注胶深度不小于6mm吊顶系统安装时需设置**吊挂件,单个吊点承载力不低于50kg [1]。而普通铝单板在宽度大于...
- 宝山区常见铝蜂窝芯销售价格 2026-01-26
- 虹口区质量铝蜂窝芯生产厂家 2026-01-26
- 长宁区常见铝蜂窝芯销售价格 2026-01-26
- 浦东新区国产铝蜂窝芯销售价格 2026-01-26
- 金山区本地铝蜂窝芯厂家供应 2026-01-26
- 浦东新区国产铝蜂窝芯厂家供应 2026-01-26
- 浦东新区常见铝蜂窝芯生产厂家 2026-01-26
- 青浦区无忧铝蜂窝芯生产厂家 2026-01-25
- 普陀区质量铝蜂窝芯销售方法 2026-01-25
- 闵行区质量铝蜂窝芯多少钱 2026-01-25
- 嘉定区生态铝蜂窝芯生产厂家 2026-01-24
- 徐汇区质量铝蜂窝芯销售厂 2026-01-24
- 虹口区生态铝蜂窝芯生产厂家 2026-01-23
- 松江区国产铝蜂窝芯市价 2026-01-23
- 普陀区无忧铝蜂窝芯销售方法 2026-01-23
- 普陀区无忧铝蜂窝芯生产厂家 2026-01-23


- 长宁区常见铝蜂窝芯销售价格 01-26
- 浦东新区国产铝蜂窝芯销售价格 01-26
- 金山区本地铝蜂窝芯厂家供应 01-26
- 杨浦区无忧铝蜂窝板销售厂 01-26
- 闵行区无忧铝蜂窝板批量定制 01-26
- 松江区本地铝蜂窝板哪家好 01-26
- 浦东新区国产铝蜂窝芯厂家供应 01-26
- 浦东新区常见铝蜂窝芯生产厂家 01-26
- 普陀区国产铝蜂窝板市价 01-26
- 普陀区本地胶粘剂多少钱 01-26