- 品牌
- 微泰
- 加工类型
- 激光切割,激光刻字,激光焊接,激光打孔
- 工件材质
- 不锈钢,铝合金,碳钢,PVC板,有机玻璃
- 年最大加工能力
- 1000000
- 年剩余加工能力
- 800000
- 厂家
- 安宇泰
- 加工产品范围
- 五金配件制品,电子元件,钟表,仪表,模具
- 打样周期
- 4-7天
- 加工周期
- 8-15天
通过介于工件和工具间的磨料及加工液,工件及研具作相互机械摩擦,使工件达到所要求的尺寸与精度的加工方法。对于金属和非金属工件都可以达到其他加工方法所不能达到的精度和表面粗糙度,被研磨表面的粗糙度Ra≤0.025µm,加工变质层很小,表面质量高。精密研磨的设备简单,主要用于平面、圆柱面、齿轮齿面及有密封要求的配偶件的加工,也可用于量规、量块、喷油嘴、阀体与阀芯的光整加工。但精密研磨的效率较低(如干研速度一般为10 - 30m/min,湿研速度为20 - 120m/min),对加工环境要求严格,如有大磨料或异物混入时,将使表面产生很难去除的划伤。抛光是利用机械、化学、电化学的方法对工件表面进行的一种微细加工,主要用来降低工件表面粗糙度,常用的方法有手工或机械抛光、超声波抛光、化学抛光、电化学抛光及电化学机械复合加工等。手工或机械抛光是用涂有磨膏的抛光器,在一定的压力下,与工件表面做相对运动,以实现对工件表面的光整加工,加工后工件表面粗糙度Ra≤0.05µm,可用于平面、柱面、曲面及模具型腔的抛光加工,手工抛光的加工效果与操作者的熟练程度有关。超声波抛光是利用工具端面做超声振动,通过磨料悬浮液对硬脆材料进行光整加工。激光超精密加工质量的影响因素少,加工精度高,在一般情况下均优于其它传统的加工方法。半导体加工超精密相机模组镜头切割器
超精密
美国是早期研制开发超精密加工技术的国家。早在1962年,美国就开发出以单点金刚石车刀镜面切削铝合金和无氧铜的超精密半球车床,其主轴回转精度为 0.125µm,加工直径为Ø100mm的半球,尺寸精度为±0.6µm,粗糙度为Ra0.025µm。1984年又研制成功大型光学金刚石车床,可加工重1350kg,Ø1625mm的大型零件,工件的圆度和平面度达0.025µm,表面粗糙度为Ra0.042µm。在该机床上采用多项新技术,如多光路激光测量反馈控制,用静电电容测微仪测量工件变形,32位机的CNC系统,用摩擦式驱动进给和热交换器控制温度等。美国利用自己已有的成熟单元技术,只用两周的时间便组装成了一台小型的超精密加工车床(BODTM型),用刀尖半径为5~10nm的单晶金刚石刀具,实现切削厚度为1nm (纳米)的加工。尽管如此,美国还是继续把微米级和纳米级的加工技术作为国家的关键技术之一,这足以说明美国对这一技术的重视。芯片超精密半导体卡盘当精密加工已无法达到更好的形状精度、表面粗糙度与尺寸精度时,就会需要使用到超精密加工的技术。

20世纪60年代为了适应核能、大规模集成电路、激光和航天等技术的需要而发展起来的精度极高的一种加工技术。到80年代初,其加工尺寸精度已可达10纳米(1纳米=0.001微米)级,表面粗糙度达1纳米,加工的小尺寸达 1微米,正在向纳米级加工尺寸精度的目标前进。纳米级的超精密加工也称为纳米工艺(nano-technology) 。超精密加工是处于发展中的跨学科综合技术。20 世纪 50 年代至 80 年代为技术开创期。20 世纪 50 年代末,出于航天等技术发展的需要,美国率先发展了超精密加工技术,开发了金刚石刀具超精密切削——单点金刚石切削(Single point diamond turning,SPDT)技术,又称为“微英寸技术”,用于加工激光核聚变反射镜、战术导弹及载人飞船用球面、非球面大型零件等。
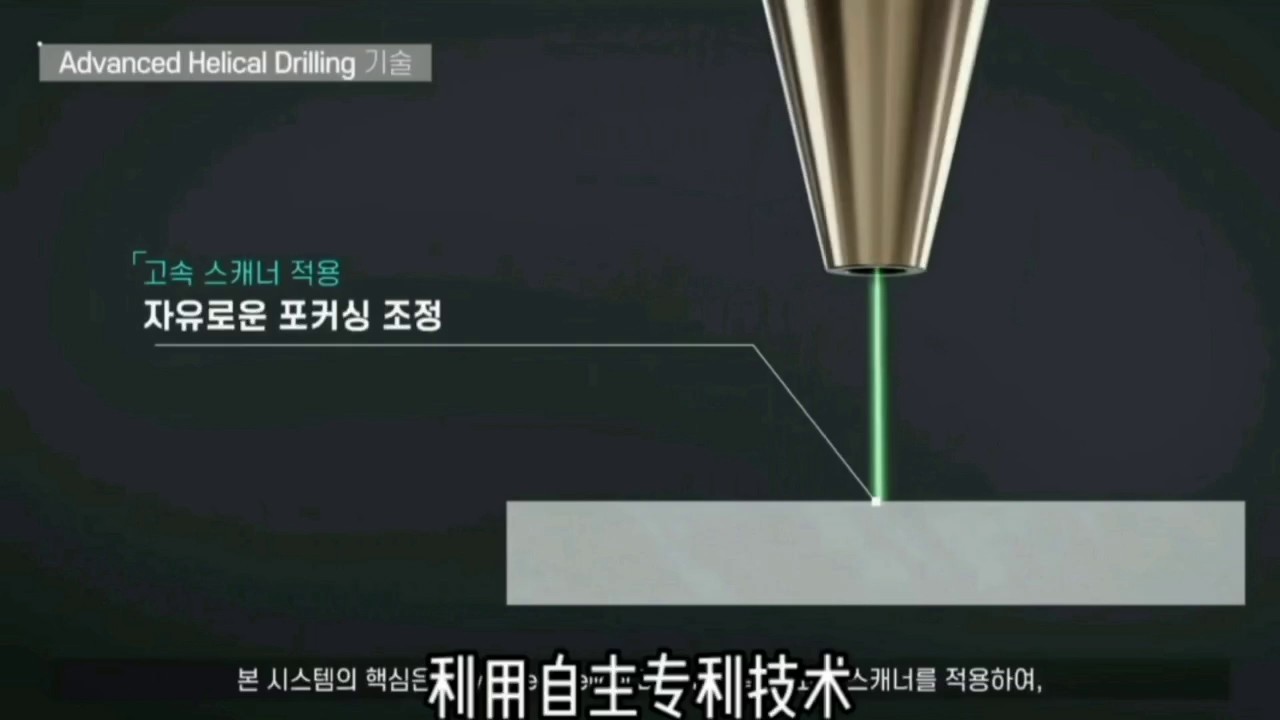
微泰,利用自主自主技术,飞秒激光螺旋钻孔系统和独有ELID(电解在线砂轮修正技术),飞秒激光抛光技术,生产各种超精密零部件。MLCC方面有三星电机,日本村田等很多企业的业绩,是韩国三星主要供应商。主要生产:1,MLCC吸膜板,2,各种MLCC刀具,刀片。3,MLCC掩模板阵列遮罩板。4,测包机分度盘。5,各种MLCC设备精密零件。MLCC吸膜板,用于在MLCC叠层机和印刷机上,通过抽真空移动0.8微米的生陶瓷片。MLCC吸膜板与MLCC切割刀片在韩国,技术和质量方面有压倒性优势,有问题请联系上海安宇泰环保科技有限公司总代理MLCC刀具方面,生产MLCC垂直刀片,切割刀片,轮刀,修剪刀片,其特点是1,刀刃锋利。2,与现有产品相比,耐用性提高了50%。3,切割面干净,无毛边材料采用超细碳化钨,具有1,高耐磨性。2,耐碎裂。MLCC生产工艺用轮刀,原材料是碳化钨。应用于MLCC制造时用于切割陶瓷和电极片。并自主开发了滚轮非接触式薄膜切割方法,其特点是。1,通过减少轮刀负载,延长使用寿命15到20倍。2,通过防止未裁切和减少异物来提高质量(防止碎裂)。3,轮刀上下位置可调。4,根据气压实时控制张力,提高生产力(无需设定时间)5,降低维护成本(无张力变化)超精密激光切割集切割、雕刻、镂空等工艺于一身,可以满足各类材料的切割打孔,以及其他工艺需求。
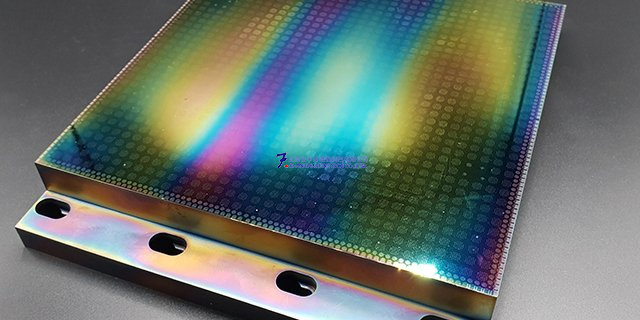
微泰利用激光制造和供应超精密零件。从直接用于MLCC和半导体生产线的零件到进入该生产线的设施的零件,他们专门生产需要高精度、高公差和几何公差的产品。微泰以30年的磨削和成形技术、钻孔技术和激光技术为基础,生产并为各行各业的客户提供各种高质量的精密零件。利用激光进行钻孔、成形、切割和抛光等所有加工,从树脂系列到金属系列,再到陶瓷系列,所有材料的加工都不受限制。在需要时,要找到能够提供零件和装配组件的合作伙伴并不容易。微泰,始终致力于成为很好的合作伙伴,并满足所有这些条件。应用于1,MLCC吸膜板,2,各种MLCC刀具,刀片。3,MLCC掩模板阵列遮罩板。4,测包机分度盘。5,各种MLCC设备精密零件。6,各种喷嘴。7,COFBONDINGTOOL(卷带绑定TOOL)。8,倒装芯片键合治具由于材料范围广且精度高,超精度加工技术普遍会应用在航太业、医疗器材、太阳能板零件等。微加工超精密分配板
激光超精密加工的切割面光滑:激光切割的切割面无毛刺。半导体加工超精密相机模组镜头切割器
通常,按加工精度划分,机械加工可分为一般加工、精密加工、超精密加工三个阶段。目前,精密加工是指加工精度为10~0.1µm,表面粗糙度为Ra0.1~0.01µm,公差等级在IT5以上的加工技术。但一般加工、精密加工和超精密加工只是一个相对概念,其间的界限将随着加工技术的进步不断变化,现在的精密加工可能就是明天的一般加工。凸起字样被缓慢地往下压进底部,变成平滑表面看似现代科技的超精密加工,其实在上个世纪早已出现超精密加工的发展经历了如下三个阶段:(1)20世纪50年代至80年代为技术开创期出于航天、大规模集成电路、激光等技术发展的需要,美国率先发展了超精密加工技术,开发了金刚石刀具超精密切削——单点金刚石切削(Singlepointdiamondturning,SPDT)技术,又称为“微英寸技术”,用于加工激光核聚变反射镜、战术导弹及载人飞船用球面、非球面大型零件等。(2)20世纪80年代至90年代为民间工业应用初期在相关机构的支持下,美国的摩尔公司、普瑞泰克公司开始超精密加工设备的商品化,而日本的东芝和日立以及欧洲Cranfield大学等也陆续推出产品,并开始用于民间工业光学组件的制造。但当时的超精密加工设备依然高贵而稀少,主要以特殊机的形式订作。半导体加工超精密相机模组镜头切割器
- PCD超精密MLCC 2025-11-14
- PCD超精密半导体流量阀 2025-11-14
- 高精度超精密吸附板 2025-11-13
- 半导体超精密倒装芯片键合 2025-11-13
- PCD超精密精密喷嘴 2025-11-13
- 代工超精密微孔 2025-11-13
- 飞秒激光超精密MLCC轮刀 2025-11-13
- 微米级超精密半导体流量阀 2025-11-13
- 飞秒激光超精密蚀刻 2025-11-13
- 代工超精密分配板 2025-11-12
- 微加工超精密真空板 2025-11-12
- 工业超精密陶瓷叠层电容 2025-11-12


