- 品牌
- 微泰
- 加工类型
- 激光切割,激光刻字,激光焊接,激光打孔
- 工件材质
- 不锈钢,铝合金,碳钢,PVC板,有机玻璃
- 年最大加工能力
- 1000000
- 年剩余加工能力
- 800000
- 厂家
- 安宇泰
- 加工产品范围
- 五金配件制品,电子元件,钟表,仪表,模具
- 打样周期
- 4-7天
- 加工周期
- 8-15天
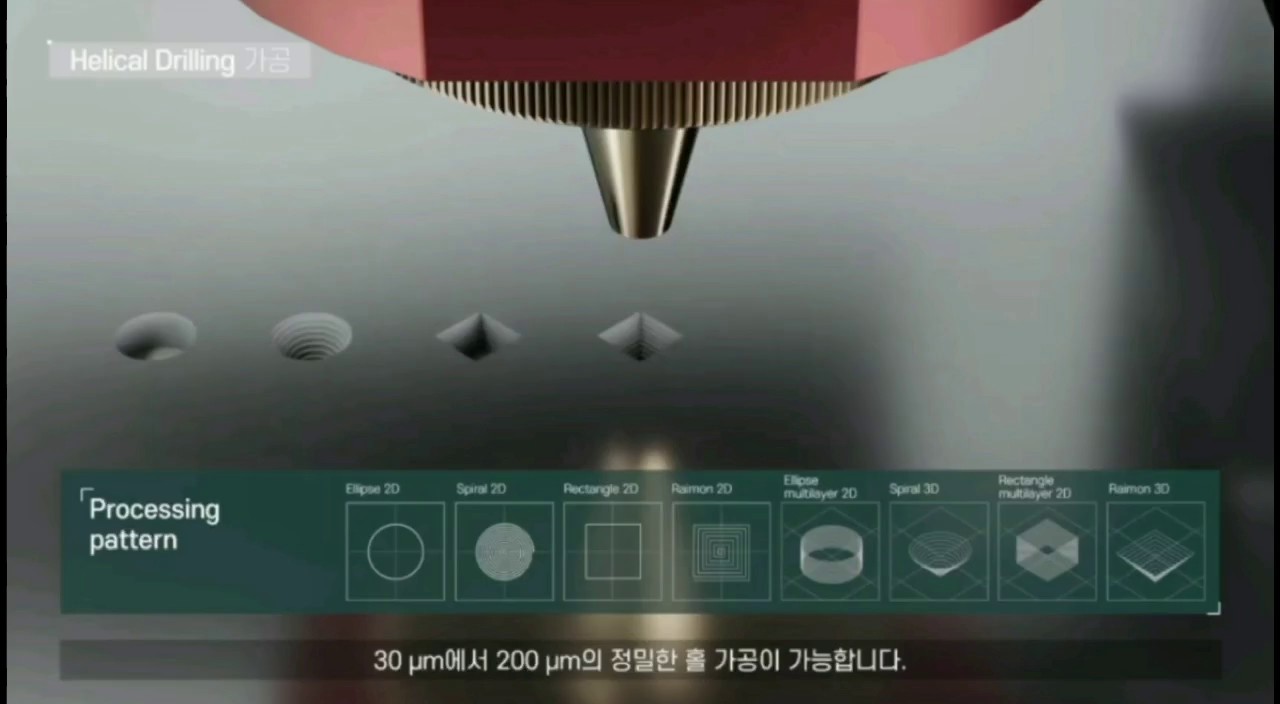
精密加工被定义为对细节的要求格外费心的工业技术,且需要掌握各种各样的知识,像是测量、制造和控制等,才能准确操作。以下将用一张表格,让你更快了解精密加工与粗加工的差别:粗加工粗加工也能称为一般加工,与精密加工相比精度要求较不高,是普遍的加工方式,手法又可分为粗车、粗刨、粗铣、钻、毛锉等,会留下明显的加工痕迹,若要求美观产品会需要额外打磨处理。粗加工的应用范围广,不仅在工业领域中基本的组装零件会选择,在民生消费如五金行等地方贩售的螺丝、螺帽等也是粗加工的应用范围。<延伸阅读:车床加工怎么选?3大方向找到合适的合作伙伴!>精密加工精密加工是指在维持精细公差,并于工件上去除材料、精加工等过程。常见的有CNC车床、研磨加工、放电及线切割加工等,由于大部分都由程式输入数据后加工,误差低且又可以保持一定的生产速度;此外,透过精密加工产生出来的零件精细度高,不仅能提升产品的品质与耐用度,还能达到客制化的效果,为企业带来品牌辨识度。改变基材成分的超精密加工包括激光熔覆、激光电镀、激光合金化和激光气相沉积等应用。高效超精密晶圆卡盘
超精密
超精密加工技术的发展趋势向更高精度方向发展:由现在的亚微米级向纳米级进军,以期达到移动原子的目的,实现原子级加工。向大型化方向发展:研制各类大型的超精密加工设备,以满足航空、航天、通信和安全的需要。向微型化方向发展:以适应飞速发展的微机械、集成电路的需要。向超精结构、多功能、光、加工检测一体化等方向发展:多采用先进的检测监控技术实时误差补偿。新工艺和复合加工技术不断涌现:使加工的材料的范围不断扩大1。韩国加工超精密精密喷嘴超精密加工是指在维持精细公差,并于工件上去除材料、精加工等过程。
通常,按加工精度划分,机械加工可分为一般加工、精密加工、超精密加工三个阶段。目前,精密加工是指加工精度为10~0.1µm,表面粗糙度为Ra0.1~0.01µm,公差等级在IT5以上的加工技术。但一般加工、精密加工和超精密加工只是一个相对概念,其间的界限将随着加工技术的进步不断变化,现在的精密加工可能就是明天的一般加工。凸起字样被缓慢地往下压进底部,变成平滑表面看似现代科技的超精密加工,其实在上个世纪早已出现超精密加工的发展经历了如下三个阶段:(1)20世纪50年代至80年代为技术开创期出于航天、大规模集成电路、激光等技术发展的需要,美国率先发展了超精密加工技术,开发了金刚石刀具超精密切削——单点金刚石切削(Singlepointdiamondturning,SPDT)技术,又称为“微英寸技术”,用于加工激光核聚变反射镜、战术导弹及载人飞船用球面、非球面大型零件等。(2)20世纪80年代至90年代为民间工业应用初期在相关机构的支持下,美国的摩尔公司、普瑞泰克公司开始超精密加工设备的商品化,而日本的东芝和日立以及欧洲Cranfield大学等也陆续推出产品,并开始用于民间工业光学组件的制造。但当时的超精密加工设备依然高贵而稀少,主要以特殊机的形式订作。
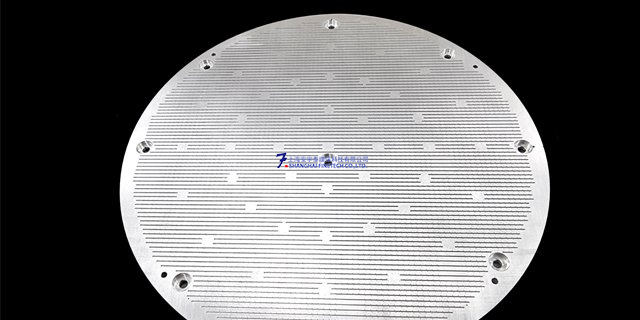
超精密加工技术市场是国家高技术集中的市场,它既是高代价、高投入的工艺技术,又是高增值、高回报的工艺技术,世界工业先进国家都把它放在国家技术和经济振兴的重要位置。试举几例。(1)超精密零件加工。例如惯性导航仪器系统中的气浮陀螺的浮子及支架、气浮陀螺马达轴承等零件的尺寸精度、圆度和圆柱度都要求达到亚微米级精度;人造卫星仪器轴承是真空无润滑轴承,其孔和轴的表面粗糙度Rα达到1nm,圆度和圆柱度均为纳米级精度,这些零件都是用超精密金刚石刀具镜面车削加工的。精密液压控制系统中的精密伺服阀的阀芯与阀套的配合精度也常在亚微米等级,它是用超精密磨削方法加工的。激光超精密加工采用电脑编程,可以把不同形状的产品进行材料的套裁,提高材料的利用率,降低企业材料成本。

精密和超精密磨削精密、超精密加工发展初期,磨削这种加工方法是被忽略的,因为砂轮中磨粒切削刃高度沿径向分布的随机性和磨损的不规则性限制了磨削加工精度的提高。随着超硬磨料砂轮及砂轮修整技术的发展,精密、超精密磨削技术逐渐成形并迅速发展。金属结合剂超硬磨料砂轮硬度高、强度大、保形能力强、耐磨性好,往往为精密和超精密磨削、成形磨削所采用。多层金属结合剂超硬砂轮在实际使用过程中遇到的突出问题是:磨料把持力低、易脱落;磨粒出刃难、出刃后出刃高度难以保持;磨料分布随机性强。针对磨粒把持力弱的问题,在磨粒表面镀上活性金属,通过活性金属与磨料和结合剂的化学反应与扩散作用,提高结合剂对磨料的把持力,如此诞生了镀衣砂轮。为解决磨粒出刃难的问题,引入孔隙结构诞生了多孔金属结合剂砂轮。电镀、高温钎焊砂轮对上述三个方面都有改善,这些新型超硬磨料砂轮均出现于20世纪90年代。超精密激光切割的切缝小、变形小、切割面光滑、平整、美观,无须后序处理。自动化超精密研磨
超精密加工中的超微细加工技术是指制造超微小尺寸零件的加工技术。高效超精密晶圆卡盘
超精密加工超精密加工(Ultra-precision machining)是一种高度精确的制造技术,通常用于生产具有极高表面质量和尺寸精度的零部件。这种技术广泛应用于光学、航空航天、医疗器械等领域。以下是一些关于超精密加工的关键点:特点和应用高精度:超精密加工能够实现纳米级别的精度,这使得它非常适合用于制造光学镜头、半导体器件和其他需要极高精度的产品。表面质量控制:超精密加工的目标是通过表面质量控制获得预定的表面功能。例如,光学镜片的表面需要非常光滑以确保光线的正确传播。高效超精密晶圆卡盘
- PCD超精密MLCC 2025-11-14
- PCD超精密半导体流量阀 2025-11-14
- 高精度超精密吸附板 2025-11-13
- 半导体超精密倒装芯片键合 2025-11-13
- PCD超精密精密喷嘴 2025-11-13
- 代工超精密微孔 2025-11-13
- 飞秒激光超精密MLCC轮刀 2025-11-13
- 微米级超精密半导体流量阀 2025-11-13
- 飞秒激光超精密蚀刻 2025-11-13
- 代工超精密分配板 2025-11-12
- 微加工超精密真空板 2025-11-12
- 工业超精密陶瓷叠层电容 2025-11-12


