特殊动力卡盘可对应不同加工工件,从标准加工机到特殊**机上使用,满足特殊工件选择上**适合之特殊动力卡盘。主要产品类别分为:中实斜爪型(3N)、中实指型(3J)、后拉型(3D)、后拉固锁型(3U)、内张后拉型(3E)、摆动型(3W)、摆动补偿型(3R)、快拆中空型(3Q)、四爪双动型(4T)、大孔径中空气动夹头(AP)、自动分度夹头(IS)。帮您找到适合的卡盘1L超长爪行程动力卡盘中实型|单爪曲柄型单爪中实卡盘,超长爪行程。适用于治具的夹持。高刚性结构及高夹持精度。型号-楔心行程(mm)爪行程(直径)(mm)最大夹持直径(mm)**小夹持直径(mm)容许比较大入力kN(kgf)比较大夹持力kN(kgf)比较高回转数min-1(r.p.m.)Ikg‧m2重量(kg)重量(kg)适用回转缸比较大使用压力MPa(kgf/cm2)1L-06A52016168512.3(1250)27.3(2780)38000.0512.514.3RK-1001.7(17.5)1L-08A52520215715.7(1600)37.2(3800)30000.1524.227.1RK-1251.4(14.3)1L-08A62520215715.7(1600)37.2(3800)30000.1524.225.3RK-1251.4(14.3)1L-10A630242541721.6(2200)48.5(4950)24000.2838.846.0RK-1251.9(19.5)1L-10A830242541721.6(2200)48.5(4950)24000.2838.844.3RK-1251.9(19.5)防水设计,防止切削水进入主轴通孔处。汕尾卡盘3H-15A8
轴向、横向之间隙,出厂时都会控制在合理的标准值范围,其中径向间隙在正确方式修爪后,与夹持精度**没有关连性,缘于客户不谙卡盘机构特性下,反而**常抱怨的是夹爪的径向间隙,但实际上,就像螺杆或齿轮等其它的传动机构一样,当受力时此间隙就会被消除。此乃在文章中特别强调夹爪成形时为了消除径向间隙,需使用成形圈或圆形垫块固定之缘故。成形的精度完全来自于主轴的回转精度,即便重复开夹,夹爪也会回到成形时的位置,自然就能确保夹持时的重复精度。目前世界各大卡盘制造厂商,在其使用手册中都会有正确修爪方式之说明,但从未有一家建议修爪以空夹方式为之。既然使用了高精的机床,也搭配了高精的卡盘,也请用户依循正确的使用方式,才不枉浪费。汕尾卡盘3H-15A8VH-300型式所配对之卡盘规格及寸法与3H型式相同。

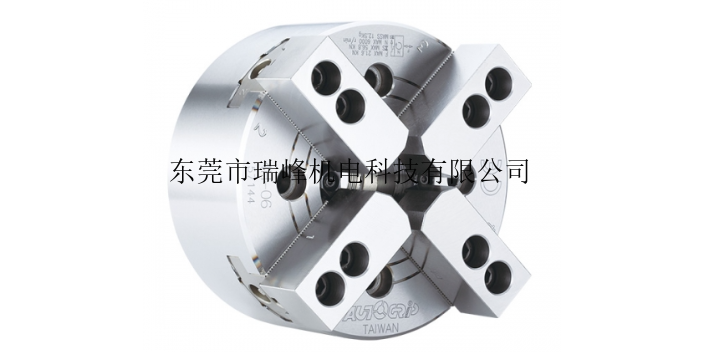
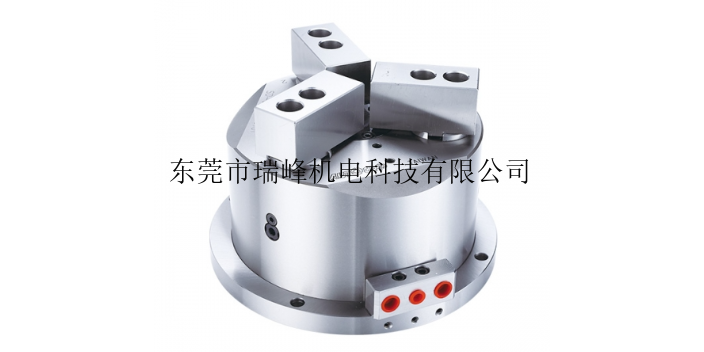
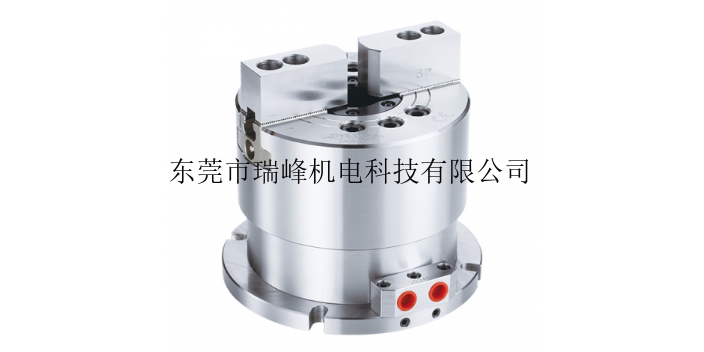
SD立置式后拉卡盘后拉|3爪内建油压缸,当使用气压做为动力源时,可选配保压阀组件。可同时将工件做径向夹持与轴向后拉,使工件不上浮并紧贴座金基准面。高刚性硬化处理的本体与圆柱后拉机构,并经过轴孔精搪,确保高夹持精度与耐用度,适合重切削场合。可与立置卡盘座板组合进行加工。气密检知(选配)。型号爪行程(直径)(mm)最大夹持直径(mm)**小夹持直径(mm)比较大夹持力-气压kN(kgf)比较大夹持力-油压kN(kgf)比较大使用压力-气压MPa(kgf/cm)比较大使用压力-油压MPa(kgf/cm)比较低使用压力kgf/cm2空气消耗量lit.(使用压力6.0kgf/cm2)重量(kg)SD-3045110185.0(510)10.9(1112)0.6(6)1.3(13)20.268.1SD-3067.21653511.5(1173)25.0(2550)0.6(6)1.3(13)20.5820.6SD-3087.22102821.7(2213)47.0(4793)0.6(6)1.3(13)21.0234.1SD-31010.82544036.0(3680)60.0(6118)0.6(6)1.0(10)22.0555
3L/3LA超长爪行程动力卡盘中空型|3爪曲柄型三爪超大贯通孔径,超长爪行程。折动面均经硬化及精密研磨,并直接润滑。高刚性结构及高夹持精度。J值为连结螺帽未车制螺牙时之孔径。Kmax值为连结螺帽可车制螺牙之比较大规格,可依实际需求订制。型号-楔心行程(mm)爪行程(直径)(mm)最大夹持直径(mm)**小夹持直径(mm)容许比较大入力kN(kgf)比较大夹持力kN(kgf)比较高回转数min-1(r.p.m.)Ikg‧m2重量(kg)重量(kg)适用回转缸比较大使用压力MPa(kgf/cm2)3L-205A43L-206A53L-208A53L-208A63L-210A63L-210A83L-212A83L-15A83L-15A11小的通孔径,适合较长的棒材加工。

MP4立置卡盘座板中实型/中空型可用于铣床或加工中心机上,同时加工多个工件。可选择安装立式气缸用保压阀。可订制2、3、6工件数的盘面。型号MP4-06206立置式卡盘中空-组合式(VH)、中实-组合式(VP)和一体式(SP、SD、SU、SE),适合钻床、铣床或切削中心机使用。内建油压缸无须再另外安装。也可使用气压当作动力源。安装容易接上配管即可进行加工。可装于立置夹头座板。东莞市瑞峰机电科技有限公司帮您找到适合的卡盘,欢迎来电咨询,谢谢!不需要另外搭配立式油压缸。汕尾卡盘3H-15A8
中空-组合式(VH)、中实-组合式(VP)和一体式(SP、SD、SU、SE),适合钻床、铣床或切削中心机使用。汕尾卡盘3H-15A8
动力卡盘的修爪要点动力卡盘可搭配硬爪或软爪使用,使用时机取决于工件的加工工序及精度的要求。在***工程时,通常夹持的是粗胚面,对于夹持的精度要求没那么高,此时使用硬爪夹持可增加表面的摩擦力,并可长时间使用,适合重切削以提高加工效率。但针对第二工程之后加工精度要求较高的条件下,就需使用软爪并在在线成形,以确保夹持精度及加工面不受损伤。此时,正确的修爪及夹持位置就变得相当重要,不正确的修爪或夹持位置,轻则导致夹持精度变差,重则可能会带来潜在的安全疑虑。此篇文章主要在提供用户正确的卡盘软爪成形观念。一、正确的软爪成形及夹持位置欲确保使用软爪时,工件可被稳固及精确的夹持,需注意以下两点。◎正确的夹持位置:根据工件的夹持尺寸,调整夹爪的位置,夹持工件时,尽可能让夹爪(不管是硬爪或软爪)的比较好夹持点落于行程的中间范围,亦即爪行程的1/4至3/4处。*注意:若夹持位置不当时,会有下述状况:(1)夹持位置太靠近行程的上死点,因夹爪夹持面与工件之间的余隙不足,将会使得工件上料时增加难度,或装载不确实造成工件飞出的可能性。(2)夹持位置太接近行程的下死点时,会因为中仁与主爪斜楔搭接面过少。汕尾卡盘3H-15A8