企业商机
首页 > 企业商机
首页 > 企业商机

BIG液压刀柄 液压刀柄夹持直径φ3-φ42 接口有:BBT(BIGPLUS) BDV(BIGPLUS) HSK_A HSK_E HSK_F BIGCAPTO ST车床用配件适用于汽车零部件加...

高速精密加工是目前机械制造行业的发展趋势,高速精密加工是切削原理上是对传统切削认识的突破,为了保证高速加工的精度和效率,对刀具系统提出了新的的要求,像在加工过程中刀具的跳动精度就是一项非常重要的指标,...

平衡切削,即两刃轴向高度一致,径向也保持一致的加工方式,两刃同时切削,受相同的切削抵抗力。特点是切削进给快,效率高。但需要注意的一点是,如果两刃的轴向高度有0.1mm的差,每转进给0.2mm时,相当于...

BIG以独特的设计,生产技术,完善的生产,管理体制和丰富的经验,向用户提供商高精度,好质量的产品。大昭和自1967年成立以来,就不断挑战自己,以创新的理念推动产品的发展。我们始终致力于新一...

弹簧刀柄系列BIG新倍比高精度弹簧夹头PAT.NEWBABYCHUCK⨋端口处跳动精度1μm的高精度弹簧夹头系列。⨋适用于钻头、立铣刀、铰刀、丝锥加工等各种加工。(夹持直径φ0.25~φ20)接近亚微...

HSK工具系统的特点及选用:高速切削加工是现代机械加工的一个重要发展方向。高速切削加工要求工具系统(刀柄)具有较高的系统精度(包括定位夹持精度和刀具重复定位精度)、系统刚度和较好的动平衡性...
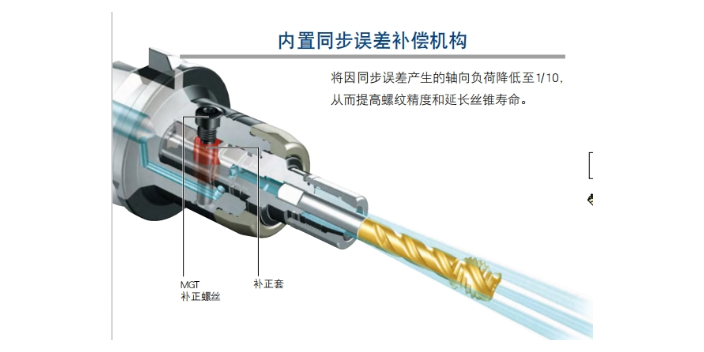
深入研究之后发现,究其原因,其实是丝锥在攻丝到底反转退出的时候,由于机床主轴需要经过减速、停转、然后再反转加速的复杂过程,从而造成出现了F、n、P之间的不同步误差。使用图中这样的美夹同步攻丝刀柄就...
平衡切削,即两刃轴向高度一致,径向也保持一致的加工方式,两刃同时切削,受相同的切削抵抗力。特点是切削进给快,效率高。但需要注意的一点是,如果两刃的轴向高度有0.1mm的差,每转进给0.2mm时,相当于...

>机床转速不够,无法进行高转速加工? >机床主轴精度坏了,无法进行高精度铰孔加工? >工件型腔复杂,并需要侧壁加工,主轴根本进不去? >机床没有内冷功能,深孔钻屑时,无法使用内冷...

BIG美夹N型刀柄及NBS刀柄螺母锁紧力矩:MEGA6N/NBS612NmMEGA8N/NBS819NmMEGA10N/NBS1035NmMEGA13N/NBS1340NmMEGA16N/NBS164...
BIG刀柄锥柄本体的日常维护与保养:刀柄锥柄本体可以分为三大部分:1、刀杆部分;2、法兰部分(需格外注意保护法兰端面贴合部分)3、锥柄部分(需注意锥部锥面贴合部位以及内部卡持部分)刀柄锥柄...
改变刀片槽型:通过更换切削刀片槽型,增加铁屑卷曲率,实现断屑目的。 使用中心内冷、吹气功能:冷却液可以更好的到达切削部位,通过压力促使铁屑折断,同时将铁屑带出孔外。但是部分机床不带有...

大昭和刀柄在精密加工领域的杰出应用在现代机械制造业中,大昭和刀柄凭借其优越的性能和稳定的品质,已成为众多企业的选择。其独特的设计和精湛的工艺,使得它在复杂、高精度的加工环境中脱颖而出。一家有名的汽车零...

小径钻头・小径立铣刀用BIG弹簧刀柄美夹微型刀柄夹持直径φφ(BIGPLUS)BDV(BIGPLUS)DVHSK_AHSK_EHSK_FBIGCAPTOST车床用配件螺母外径为φ10mm的...

BIG以独特的设计,生产技术,完善的生产,管理体制和丰富的经验,向用户提供商高精度,好质量的产品。大昭和自1967年成立以来,就不断挑战自己,以创新的理念推动产品的发展。我们始终致力于新一代数控刀具的...

使用BBT主轴设备由于是两面贴紧,一旦刀柄端面有杂质不就把主轴端面垫伤了吗?实际使用过程中,理论上确实存在这种风险。但在使用过程中由于刀柄端面和主轴端面总是贴合在一起,定期的做好主轴端面与刀柄端面清扫...

内置防刃具脱落机构BIG美夹超力刀柄PAT.MEGA刃具不松脱、不打滑的强力铣刀柄。⨋适用于加工钛合金及镍铬铁耐热合金等难削材料。⨋适用于标准规格的带平面圆杆刃具。(无平面部的刃具也可按照规格进行追加...

精镗孔的常见问题解析应对:前段时间,受客户之约去客户现场调试镗刀,一番操作之后,客户的眼神由狐疑慢慢变成了惊叹,惊叹于BIG镗刀的超高调节精度和稳定性,调节多少尺寸,加工出来就是多少尺寸,而且没发...
BIG高精度弹簧夹头使用过程中的注意事项:美夹螺母和弹簧夹套上都通过激光雕刻有“BIG”的商标。在拆卸时,请转动弹簧夹套,使两个“BIG”商标对齐,再进行拆卸。了保证刀柄的夹持精度,以及长...

在当今的机械制造业中,大昭和刀柄以其优越的性能和稳定性而备受赞誉。相较于市场上的同类产品,大昭和刀柄展现出其独特的优势。首先,大昭和刀柄在材料选择上极为严格,采用品质高的合金钢,经过精密的热处理工艺,...

BIG高精度弹簧夹头使用过程中的注意事项:美夹螺母和弹簧夹套上都通过激光雕刻有“BIG”的商标。在拆卸时,请转动弹簧夹套,使两个“BIG”商标对齐,再进行拆卸。了保证刀柄的夹持精度,以及长...

HSK-E32等规格的小型加工中心上多使用热胀刀柄,但针对小径刃具却存在拆装不便等问题。戴着耐热手套,将柄径Φ3mm和Φ4mm,刃尖直径0.3mm以下的刃具装入加热后的刀柄里面,刃具拆装的不便之处可想...

线速度也有相应的情况,线速度低的话虽然会减少振刀的发生,但会导致表面光洁度不佳,加工时间长,容易产生积削瘤等问题;线速度高的话虽然可以改善光洁度,缩短加工时间,但是也会导致容易振刀,刀片寿命低等问...
BIG以独特的设计,生产技术,完善的生产,管理体制和丰富的经验,向用户提供商高精度,好质量的产品。大昭和自1967年成立以来,就不断挑战自己,以创新的理念推动产品的发展。我们始终致力于新一...
大昭和自1967年成立以来,就不断挑战自己,以创新的理念推动产品的发展。我们始终致力于新一代数控刀具的开发,为能够对“精密制造”产业的发展做出贡献感到骄傲,今后我们将继续致力于此。两面定位系统B...

数控刀具可靠度的改善对策:通过分析数控加工刀具的特点,提出刀具可靠度的概念和性质以及数控刀具的可靠度模型。介绍数控刀具可靠度改善对策,以提高生产效率及延长刀具使用寿命。刀具的可靠度可靠性和...

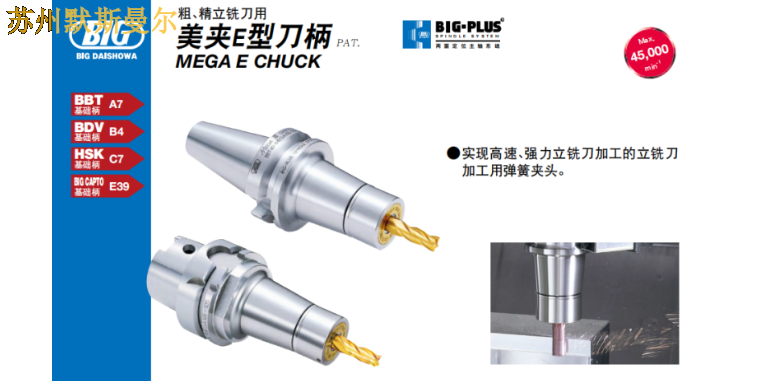
目前机加工行业中经常会用到强力铣刀柄,众所周知强力刀柄是夹持类刀柄中夹持力更大、刚性更好的刀柄,强力铣刀柄结构不同于弹簧刀柄,其特点是夹持力大,刚性好,有利于夹持大柄径的铣刀,但夹持精度普遍低于弹簧刀...
BIG以独特的设计,生产技术,完善的生产,管理体制和丰富的经验,向用户提供商高精度,好质量的产品。大昭和自1967年成立以来,就不断挑战自己,以创新的理念推动产品的发展。我们始终致力于新一...

BIG以独特的设计,生产技术,完善的生产,管理体制和丰富的经验,向用户提供商高精度,好质量的产品。大昭和自1967年成立以来,就不断挑战自己,以创新的理念推动产品的发展。我们始终致力于新一代数控...
HSK刀柄的选用:在高速切削加工中,根据加工要求正确、合理地选用HSK刀柄十分重要。在选择HSK刀柄的型号和规格时,主要的考虑因素包括:主轴的最高转速、刀柄的结构特点和承载能力、数控工具及...
2024.06.01 山东高速BIG大昭和刀头
2024.06.01 福建好的BIG大昭和配件
2024.06.01 福建附近BIG大昭和配件
2024.06.01 天津靠谱的BIG大昭和技术
2024.06.01 天津什么是BIG大昭和价格行情
2024.06.01 上海进口BIG大昭和技术
2024.06.01 湖北靠谱的BIG大昭和刀头
2024.05.31 浙江进口BIG大昭和多少钱
2024.05.31 本地BIG大昭和资料
2024.05.31 湖北进口BIG大昭和技术
2024.05.31 重庆本地BIG大昭和参考价
2024.05.31 上海靠谱的BIG大昭和结构
2024.05.31 靠谱的BIG大昭和资料
2024.05.30 广东好的BIG大昭和刀柄
2024.05.30 上海附近BIG大昭和真假区分
2024.05.30 成都国内BIG大昭和厂商
2024.05.30 福建高速BIG大昭和厂商
2024.05.30 上海好的BIG大昭和真假区分
2024.05.30 广东日本BIG大昭和价格
2024.05.30 上海附近BIG大昭和价格