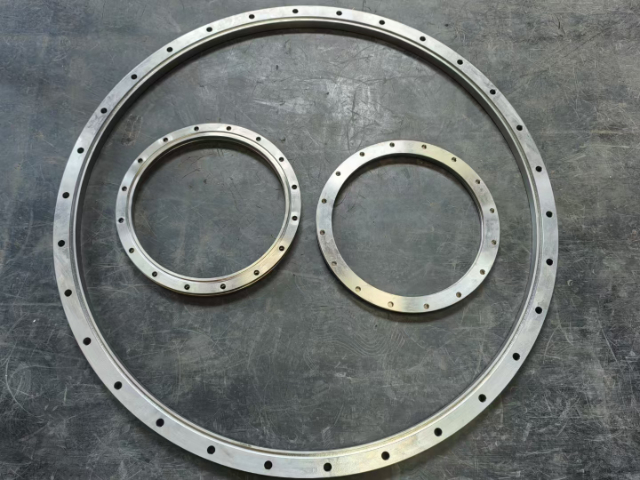
表面质量检测是质量把控的基础环节。通过目视检查和借助放大镜、显微镜等工具,仔细查看钛法兰表面是否存在裂纹、砂眼、气孔、夹渣、划痕等缺陷。这些表面缺陷会严重影响钛法兰的强度和耐腐蚀性,降低其使用寿命和可靠性。在航空航天领域,任何微小的表面缺陷都可能在高应力、高振动的工作环境下引发严重的安全事故,因此对表面质量的检测要求极为严格,不允许存在任何肉眼可见的缺陷。对于微小缺陷,还需通过渗透检测进一步确认,以确保表面质量符合标准。钛法兰通过 ISO 13628-6 标准认证,适用于水下生产系统,耐深海高压腐蚀环境。泰安钛法兰货源厂家

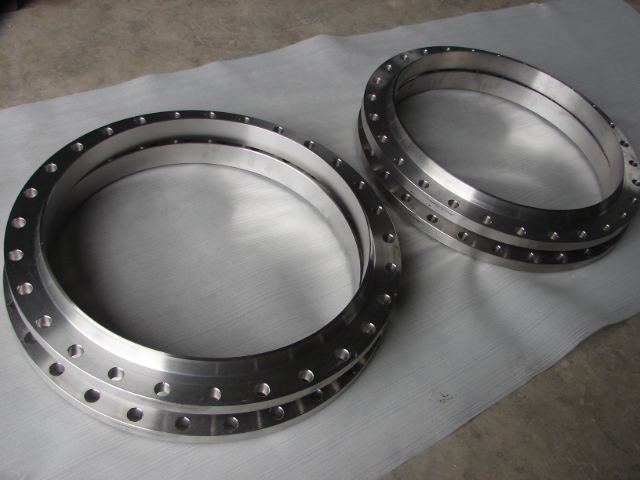
加工螺栓孔也是机加工中的重要任务。在钻孔过程中,首先要确保钻头的锋利度和刚性,防止在钻孔时出现钻头折断或孔壁粗糙的情况。为了保证螺栓孔的位置精度,需利用数控车床的坐标定位功能,精确控制钻孔位置。一般来说,螺栓孔的位置度误差应控制在 ±0.1mm 以内,以确保在安装时,螺栓能够顺利穿过螺栓孔,实现法兰与管道或其他设备的准确连接。在攻丝环节,要选择合适的丝锥和切削液,确保螺纹的加工质量。切削液不仅能够起到润滑作用,减少丝锥与材料之间的摩擦力,降低切削力,还能带走切削热,防止螺纹因过热而产生变形或损坏。泰安钛法兰货源厂家遵循 DIN 2501 标准的钛法兰,适配欧洲工业设备,便于国际项目设备配套安装。
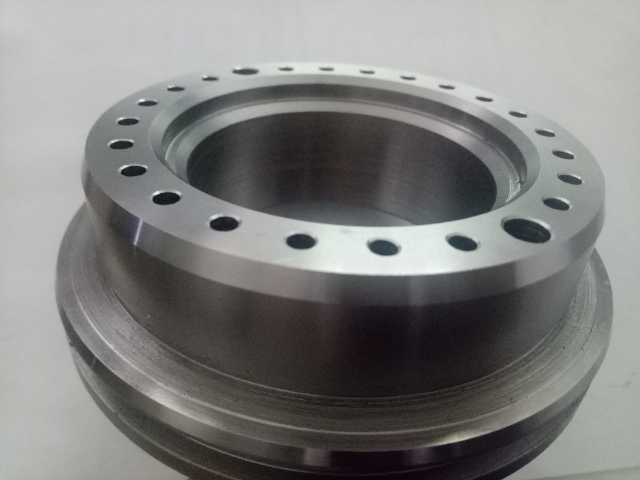
2015 年以来,钛法兰产业进入技术升级的密集期,材料创新与工艺突破成为发展动力。在材料方面,新型钛合金不断涌现,Ti-48Al-2Cr-2Nb 等高温钛合金、TC11 度钛合金的研发应用,使钛法兰的耐温能力提升至 750℃以上,抗压强度增强,能够适应更极端的工况环境。纳米涂层、自润滑表面处理等技术的应用,进一步提升了产品的耐腐蚀性能和使用寿命。工艺方面,增材制造技术(3D 打印)的突破重塑了钛法兰的生产模式,激光粉末床熔融、电子束熔炼等技术实现了复杂结构法兰的一体化成形,生产周期缩短 60%,同时大幅降低了材料浪费。西北工业大学开发的交替参数成形工艺,使 TC4 钛合金法兰实现 100% 等轴晶组织,力学性能各向异性降至 5% 以下。精密加工技术也实现重大突破,微米级镗削系统的应用使孔径精度达到 H7 级,让刀量控制在 0.004mm 以内,满足了装备对精度的严苛要求。这些技术创新不仅提升了钛法兰的性能指标,也拓展了其在更领域的应用可能,推动产业向高质量发展转型。
标准体系的不断完善是钛法兰产业健康发展的重要保障,经过数十年的发展,已形成国际、国内、行业多层次的标准体系。国际上,美国 ASME B16.5 标准规范了法兰尺寸与压力等级,ASTM B381 标准明确了钛锻件的质量要求,成为全球钛法兰生产贸易的重要依据。国内标准逐步与国际接轨,GB/T 25198-2023《压力容器法兰》、NB/T 47023-2012《钛制对焊法兰》等标准,对钛法兰的材料选用、制造工艺、检验方法等作出了详细规定。行业标准方面,化工部 HG/T 20592-20635 等欧洲体系法兰标准,满足了特定行业的应用需求。近年来,标准体系持续升级,GB/T 9119-2025 强化了锻造工艺要求,规定带颈法兰颈部外侧斜度≤7°,强制要求对接焊缝 100% 无损探伤,进一步提升了产品质量门槛。标准的完善不仅规范了生产制造环节,也为市场交易、质量检验提供了统一依据,促进了产业的规范化发展。同时,国际标准的互认工作逐步推进,为中国钛法兰产品走向国际市场创造了有利条件,提升了全球产业的整体质量水平。钛法兰材料涵盖 Gr1、Gr2、Gr5 等牌号,可根据介质特性、压力等级灵活选型。
切割是将钛锭或钛棒加工成坯料的关键工艺,此过程需精确把控多个要点以保证坯料质量。切割设备的选择至关重要,不同的切割方式各有优劣。线切割加工精度高,可满足对尺寸精度要求严苛的坯料加工;等离子切割则效率较高,适用于大尺寸坯料的粗加工。切割参数的调整同样不容忽视,切割速度、电流、电压等参数需依据材料的硬度、厚度进行设定。若切割速度过快,可能导致切割面粗糙、出现裂纹;电流和电压设置不当,则会影响切割精度和效率。在切割过程中,还需密切关注切割质量,及时发现并解决问题。如切割面出现毛刺、挂渣等情况,需及时调整切割参数或更换刀具,确保坯料切割面的平整度和光洁度符合要求,为后续锻造和加工工序提供良好基础 。只有严格把控原材料的选择和坯料切割工艺,才能为钛法兰的高质量生产奠定坚实基础,保障其在各种复杂工况下可靠运行。遵循 GB/T 2965 国标生产的钛法兰,化学成分稳定,力学性能达标,质量可追溯。泰安钛法兰货源厂家
适用于电镀废水处理的钛法兰,耐高浓度氯离子腐蚀,助力环保工程达标运行。泰安钛法兰货源厂家
冷裂纹则产生于焊后数小时甚至更长时间,又称延迟裂纹。在钛及钛合金焊接时,热影响区可能出现冷裂纹。焊接过程中氢由高温深池向较低温的热影响区扩散,氢含量的提高使该区析出 TiH2 量增加,增大热影响区脆性,另外由于氢化物析出时体积膨胀引起较大的组织应力,再加上氢原子向该区的高应力部位扩散及聚集,以致形成裂纹 。为防止冷裂纹的出现,焊前应对焊件和焊丝进行严格的清理,去除表面的油污、水分等杂质,减少氢的来源。选择低氢型焊接材料,并严格控制焊接材料的含水量。在焊接过程中,控制焊接热输入,避免过快冷却,可适当采用后热措施,促进氢的扩散逸出 。泰安钛法兰货源厂家
宝鸡中岩钛业有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在陕西省等地区的冶金矿产中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,宝鸡中岩钛业供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!