常规烧结:在合适温度和气氛(氢气、氮气、真空等)下加热成型坯体,使粉末颗粒结合,提高密度和强度。氢气气氛除杂质,氮气防氧化,真空适用于对氧含量要求高的材料。对于一些对性能要求相对不高的普通金属粉末烧结板,常规烧结方法较为常用。热压烧结:烧结时施压,在设备中进行,模具用石墨等材料。能降低烧结温度、缩短时间,获得更高密度和性能的制品,常用于高性能陶瓷等材料制备,在金属粉末烧结板制造中也用于一些对性能要求极高的特殊板材。放电等离子烧结(SPS):通过脉冲电流产生放电等离子体和焦耳热快速加热烧结。可颗粒表面杂质,表面,升温快(100 - 1000℃/min)、时间短(几分钟到几十分钟)、能抑制晶粒长大,用于制备纳米材料等,对于采用纳米金属粉末制造的烧结板,SPS 技术具有独特优势。设计梯度成分的金属粉末,使烧结板不同部位呈现不同性能,满足多元需求。河北金属粉末烧结板货源源头

在现代,各种先进制造技术在金属粉末烧结板领域得到广泛应用。除了前面提到的 3D 打印技术和纳米粉末冶金技术外,计算机模拟与仿真技术也发挥着重要作用。通过计算机模拟,可以在实际制造之前对粉末的流动、成型过程以及烧结过程中的温度场、应力场等进行模拟分析,预测产品性能,优化工艺参数,减少实验次数,降低研发成本和周期。例如,在设计新型航空发动机用金属粉末烧结板时,利用计算机模拟技术可以提前评估不同工艺参数下烧结板的性能,从而确定比较好的制造工艺。河北金属粉末烧结板货源源头研制含超导材料的金属粉末,为超导应用领域提供高性能烧结板。

在机械制造领域,金属粉末烧结板用于制造各种机械零件,展现出独特优势。粉末冶金齿轮精度高,传动过程中平稳且噪音低,与传统加工齿轮相比,材料利用率高,生产成本低。粉末冶金轴承具有自润滑、耐磨等特性,适用于低速、重载、低噪音等特殊工况场合,在一些对设备运行稳定性和使用寿命要求较高的机械设备中,如矿山机械、纺织机械等,金属粉末烧结板制造的零部件能够发挥重要作用,提高设备的整体性能和可靠性。在医疗器械领域,金属粉末烧结板也有重要应用。在植入体方面,粉末冶金钛合金由于其良好的生物相容性和合适的力学性能,被用于制造人工关节等植入物。其多孔结构有利于骨细胞的生长和附着,能够降低植入体松动的风险,提高植入手术的成功率和患者的生活质量。手术器械方面,由粉末冶金高速钢和不锈钢制成的器械具有更高的硬度、耐磨性和耐腐蚀性,能够满足医疗器械在频繁使用和严格消毒条件下的性能要求,同时粉末冶金技术还能够制造出形状复杂、精度高的手术器械,满足不同手术操作的需求。
注射成型技术在金属粉末烧结板制造中得到进一步发展,特别是在制造高精度、小型化零件方面具有优势。通过优化粘结剂体系和注射工艺参数,能够实现复杂形状金属粉末烧结板的高效成型。例如,在电子元件制造中,采用金属注射成型(MIM)技术制造微型散热片烧结板。MIM 技术将金属粉末与粘结剂均匀混合后,通过注射机注入模具型腔中成型,然后经过脱脂和烧结等后续处理得到终产品。这种微型散热片烧结板具有高精度的尺寸和复杂的散热鳍片结构,能够有效提高电子元件的散热效率。与传统加工方法相比,MIM 技术制造的微型散热片烧结板生产效率提高了 3 - 5 倍,成本降低了 20% - 30%。创新采用可降解金属粉末,用于临时支撑结构的烧结板,完成使命后自然降解。

随着工业4.0和智能制造技术的发展,金属粉末烧结板的生产过程逐渐向自动化和智能化方向迈进。自动化生产系统能够实现从粉末配料、混合、成型到烧结的全流程自动化操作,减少人为因素对产品质量的影响,提高生产效率和产品一致性。例如,在大规模生产金属粉末烧结滤芯时,采用自动化生产线,通过计算机控制系统精确控制各工序的参数,如粉末输送量、成型压力、烧结温度等。自动化生产线的应用使得生产效率提高了5-8倍,产品废品率降低至5%以下。智能化生产技术则借助传感器、大数据分析和人工智能算法等手段,对生产过程进行实时监测和优化控制。在烧结过程中,通过温度传感器、压力传感器等实时采集烧结炉内的温度、压力等数据,并将数据传输至智能控制系统。智能控制系统利用大数据分析和人工智能算法对数据进行处理和分析,预测烧结过程中可能出现的问题,如烧结不均匀、产品变形等,并及时调整烧结工艺参数,实现烧结过程的智能化控制。例如,在生产复杂形状的金属粉末烧结板时,智能控制系统能够根据产品的形状和尺寸,自动优化烧结工艺参数,确保烧结板的质量和性能符合要求,同时提高生产效率和能源利用率。合成具有电致变色性能的金属粉末,制备用于智能窗户等的烧结板。济宁金属粉末烧结板供应商
制备表面接枝有机分子的金属粉末,改善粉末间结合力,优化烧结板成型效果。河北金属粉末烧结板货源源头
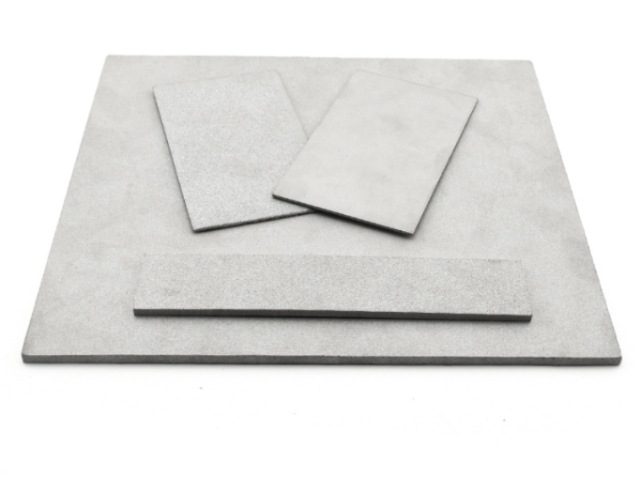
模压成型是将经过预处理的金属粉末放入特定模具中,在一定压力下使其压实成型的方法。这是一种较为传统且应用的成型工艺,适用于制造形状相对简单、尺寸精度要求较高的金属粉末烧结板。模压成型的过程一般包括装粉、压制、脱模三个步骤。装粉时,要确保粉末均匀地填充到模具型腔中,避免出现粉末堆积不均匀或有空隙的情况,否则会导致压制后的坯体密度不均匀。压制过程中,压力的大小、施加方式和保压时间是影响坯体质量的关键因素。压力过小,粉末颗粒之间结合不紧密,坯体强度低,在后续处理过程中容易出现变形或破裂;压力过大,则可能导致模具损坏,同时坯体内部可能产生较大的内应力,在烧结过程中引起变形甚至开裂。合适的保压时间能够使粉末颗粒在压力作用下充分调整位置,达到更紧密的堆积状态,提高坯体的密度和强度。脱模时,要注意避免对坯体造成损伤,通常会采用一些脱模剂或特殊的脱模装置来辅助脱模。河北金属粉末烧结板货源源头