20世纪70年代是钛阳极产业的起步期,以钌系涂层钛阳极为的产品体系在氯碱工业实现规模化应用,推动产业形成初步格局。1970年,美国杜邦公司率先将RuO₂-TiO₂涂层钛阳极用于离子膜法氯碱生产,相比传统石墨阳极,设备占地面积减少30%,产品纯度提升至99.9%以上,引发全球氯碱企业的关注。随后,日本旭化成、德国巴斯夫等化工巨头纷纷引进钛阳极技术,1975年全球氯碱工业钛阳极普及率已达30%。这一阶段的技术迭代集中在工艺优化与性能提升:涂层制备方面,开发出多层涂刷-热分解工艺,涂层厚度从初期的5μm提升至10-15μm钛基二氧化锰涂层阳极,成本低且耐腐,适配普通水处理消毒场景。佛山钛阳极生产厂家

镀锌、镀铬工艺中钛阳极逐步替代铅阳极,减少了重金属污染;水处理领域,1985年德国将铱系涂层钛阳极用于饮用水消毒设备,制备次氯酸钠的效率提升50%,且无二次污染;有色金属冶炼领域,1987年加拿大在铜电解精炼中采用钛阳极,阴极铜纯度从99.95%提升至99.99%。产业规模持续扩张,全球钛阳极年产量从1980年的600吨增长至1989年的2000吨,形成美国、日本、德国三足鼎立的产业格局,同时发展中国家开始引进技术,中国、韩国等国家的企业开始涉足钛阳极生产。技术标准体系逐步完善,1982年美国材料与试验协会(ASTM)发布《钛基涂层阳极标准》,1986年国际标准化组织(ISO)制定钛阳极电化学性能测试标准,规范了产业发展。这一阶段的发展标志着钛阳极从单一产业配套产品升级为多领域通用电化学材料,为后续产业全球化奠定了基础。佛山钛阳极生产厂家钌铱涂层钛阳极,电流密度耐受高,可达1000A/㎡,适配高效电解。

涂层技术是钛阳极性能升级的引擎,从单一贵金属涂层到多元复合涂层,从微米级到纳米级,涂层技术的每一次突破都推动钛阳极产业实现质的飞跃,形成了清晰的技术演进脉络。20世纪50-60年代是贵金属涂层萌芽期,1958年铂涂层钛阳极诞生,虽催化活性高但成本昂贵,用于实验室场景,这一阶段明确了“钛基体+活性涂层”的结构范式。70年代是贵金属氧化物涂层成熟期,1965年RuO₂-TiO₂涂层问世,1970年实现规模化应用,通过热分解法形成多孔结构,析氯活性与寿命大幅提升,成为氯碱工业标配,涂层成分配比与制备工艺初步标准化。
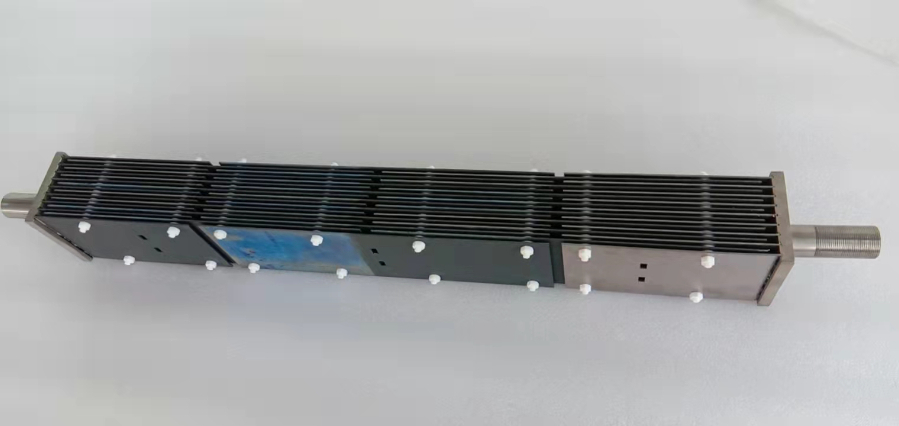
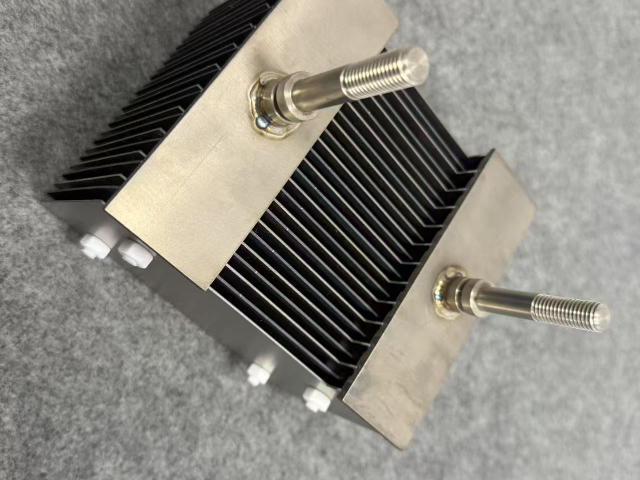
基体采用TA2纯钛网,通过焊接形成模块化结构,便于安装与更换。在离子膜法氯碱工艺中,钛阳极的应用更为关键,离子膜对电解液纯度要求极高,钛阳极的无污染特性完美适配该工艺,推动离子膜法成为氯碱工业的主流工艺。目前,全球氯碱工业钛阳极的普及率已超过90%,中国作为全球比较大的烧碱生产国,钛阳极的年需求量占全球总量的40%以上。钛阳极在氯碱工业的成功应用,为其在其他领域的推广奠定了坚实基础,成为电化学工业材料升级的典范。大面积网状钛阳极,单网面积达5㎡,适配大型氯碱电解槽部件。

水处理领域是钛阳极应用增长快的领域之一,凭借优异的催化氧化性能与耐蚀性,钛阳极在污水处理、饮用水消毒、海水淡化等场景中发挥着“环保利刃”的作用,推动水处理工艺向高效、环保方向升级。在工业废水处理中,钛阳极用于电化学氧化工艺,通过产生羟基自由基(·OH)等强氧化物质,降解废水中的有机物、重金属离子等污染物。针对不同类型的废水,需选择适配的涂层体系:处理含酚、氰等难降解有机物的废水时,优先选择铱系涂层(IrO₂-Ta₂O₅)钽铱涂层钛阳极,耐氟化物腐蚀,适配氟化工电解生产场景。佛山钛阳极生产厂家
钌锡锑涂层钛阳极,耐温范围广,-20℃-150℃稳定工作,适配极端环境。佛山钛阳极生产厂家
但催化活性极低,无法满足工业需求。这一阶段的进展集中在基础研究:一是明确了钛基体的耐蚀机理,证实其表面致密氧化膜能抵御强酸强碱侵蚀;二是初步探索了涂层改性思路,尝试通过涂覆贵金属提升催化性能;三是建立了钛基电极的基本电化学测试方法。尽管受限于涂层技术与加工工艺,钛阳极尚未进入工业应用,但实验室层面的探索已勾勒出发展方向——通过“钛基体+活性涂层”的结构组合,解决传统电极的性能瓶颈。20世纪50年代,随着航空航天产业推动钛加工技术成熟,钛基电极的研发条件逐步具备,为下一阶段的技术突破积蓄了力量。佛山钛阳极生产厂家
宝鸡中岩钛业有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在陕西省等地区的冶金矿产中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来宝鸡中岩钛业供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!