3、ABS的工艺特点:(1)ABS的吸湿性较大和耐温性较差,在成型加工前必须进行充分干燥和预热,将水分含量控制在0.03%以下.(2)ABS树脂的熔融粘度对温度的敏感性较低(与其它无定型树脂不同).ABS的注射温度虽然比PS稍高,但不能像PS那样有较宽松的升温范围,不能用盲目升温的办法来降低其粘度,可用增加螺杆转速或提升注射压力/速度的办法来提高其流动性.一般加工温度在190~235℃为宜.(3)ABS的熔融粘度属中等,比PS、HIPS、AS均较高,流动性较差,需采用较高的注射压力啤贷.工程塑料的易染色性使其能够满足多样化的设计需求。台北改性工程塑料联系方式
主要增韧技术增韧方法技术特点适用材料弹性体共混添加POE、EPDM、SBS等弹性体(5%~20%),***提升冲击强度,但可能降低模量。PA、PC、PBT等核壳粒子改性丙烯酸酯类核壳粒子(如MBS、ACR)作为应力集中点,引发塑性变形,兼顾刚韧平衡。PVC、PC/ABS合金纳米复合材料纳米粘土、碳纳米管等分散在基体中,通过纳米效应阻碍裂纹扩展。PPS、PI等高温塑料互穿网络(IPN)形成双网络结构(如PU/环氧树脂),协同提升韧性和强度。特种涂层、医用材料哈尔滨CCM工程塑料价格查询工程塑料的尺寸稳定性好,即使在温度变化下也不易变形。

应用场景:植入器械、药物缓释载体、一次性医疗耗材。
环境响应型塑料智能材料:温敏塑料:PNIPAM(低温亲水,高温疏水),用于智能纺织品。光致变色塑料:螺吡喃改性PC(紫外线变色),用于智能眼镜。应用场景:自适应伪装涂层、智能包装(温度指示标签)。
前沿技术与创新应用1.电子与能源领域柔性电子:导电PEDOT:PSS薄膜用于折叠屏触控层。可拉伸PDMS基电路(穿戴式健康监测)。新能源器件:锂离子电池隔膜(PI纳米纤维膜耐高温200°C)。2.汽车与交通智能表面:自修复聚氨酯汽车漆(修复轻微划痕)。
加入少量的CNF导致界面共价键引发的填料-基体应力转移,可以显著提高PA6的拉伸强度,同时由于裂纹扩展期间,CNF在基体中起了桥梁的作用,使得PA6的缺口冲击强度也有所提高。天津工业大学以适当脱胶处理的竹原纤维与PP纤维为原料,采用非织造工程的加工方法制作了混合纤维预制件,通过热压成型工艺制备了竹原纤维增强PP热塑性复合材料。竹原纤维与PP纤维的质量配比为50/50,模压温度、时间及压力分别为190℃、30min及30MPa时,制得的复合材料力学性能比较好,其纵、横向拉伸强度分别为96.6MPa和82.3MPa;纵、横向弯曲强度分别为400.7MPa和367.3MPa。工程塑料的高模量特性使其成为制造精密仪器结构件的优先选择材料。

PPO的熔体粘度高、流动性差、加工条件高.加工前,需在110℃的温度下干燥1~2小时,成型温度为260~310℃,模温控制在80~110℃为宜,需在“高温、高压、高速”的条件下成型加工.此料注塑生产过程中水口前方易产生喷射流纹(蛇纹),水口流道以较大为佳;PPO长其在加工温度下有“交联”倾向.容易产生喷射流纹,大形塑件比较好选用薄膜形或扇形浇口,细小塑件可用针点形或潜水浇口,流道则以较大为佳.PPO的加工条件:干燥温度(℃)100~120干燥时间约(hr)1~2模具温度(℃)800~110残料量(mm)4~8熔胶温度(℃)260~310背压(Mpa)3~15注射压力(Mpa)100~140锁模力约(ton/in2)2~3注塑速度高速回料转速(rpm)70~90螺杆类别标准螺杆(直通式喷嘴)停机处理关料闸啤清即可碎料翻用(%)20~30电绝缘性,适用于电子电气行业(如连接器、绝缘外壳)。大连摄像头模组工程塑料
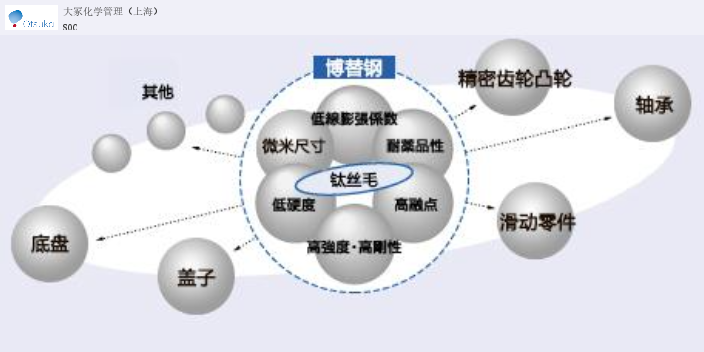
高机械强度,通过纤维增强(GF/CF)提高拉伸、弯曲强度。台北改性工程塑料联系方式
PC料对温度很敏感,其熔融粘度随温度的提高而明显降低,流动加快.对压力不敏感,要想提高其流动性,采取升温的办法较快.PC料加工前要充分干燥(120℃左右),水分应控制在0.02%以内.PC料宜采用“高料温、高模温和高压中速”的条件成型,模温控制在80~110℃左右较好,成型温度在280~320℃为宜。PC产品表面易出现气花,水口位易产生气纹,内部残留应力较大,易开裂,因此PC料的加工要求较高。PC收缩率较低(0.6%左右),尺寸变化小;PC料啤出的制品可使用“退火”的方法来消除其内应力。
台北改性工程塑料联系方式