- 品牌
- 爱步,爱步精益,爱步精益咨询
- 分类
- 生产管理咨询,管理流程咨询,制度体系咨询,业务流程咨询,组织结构咨询
- 经营范围
- 企业管理
- 公司类型
- 有限责任公司
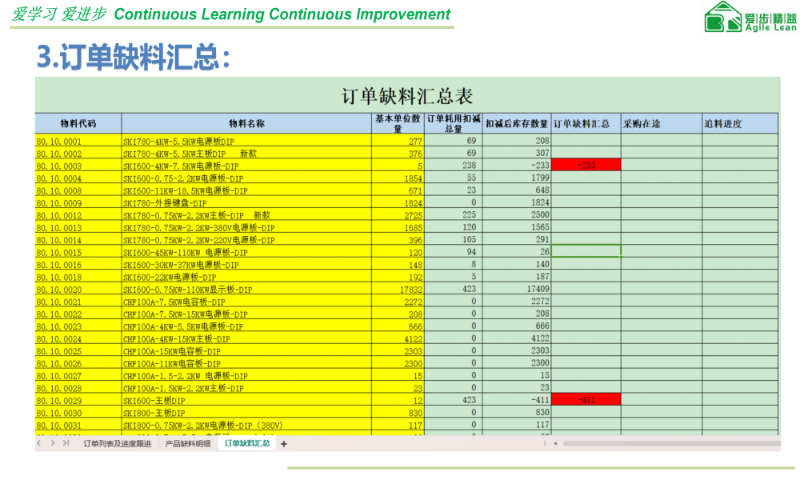
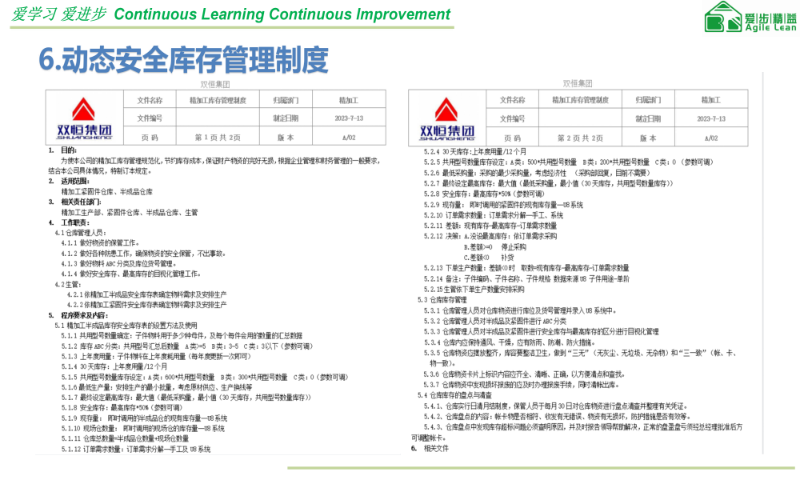
实施步骤1.物料需求预测与计划(1)根据订单信息和生产计划,分析物料需求,制定详细的物料需求计划。(2)对关键物料进行重点关注,提前与供应商沟通,确保供应稳定。2.库存管理与预警(1)建立合理的库存水平,避免库存积压和浪费。(2)设定库存预警线,当库存量低于预警线时,及时通知采购部门进行补充。3.缺料应对与协调(1)一旦发现订单缺料,立即启动缺料应对程序,组织相关部门进行紧急协调。(2)与供应商沟通,了解缺货原因,并寻求**快的补货方案。(3)必要时,可考虑从其他渠道或替代品中寻找解决方案。4.订单调整与跟进(1)根据缺料情况,对订单进行适当调整,如延期交货、分批交货等。(2)与客户保持沟通,及时告知缺料情况、应对方案和后续进度,保持客户满意度。 责任明确的节点管控,降低出错风险。温州动态安全库存保缓冲精益生控标准化特点

订单时程节点的责任区分管控是一个持续改进的过程。企业应建立有效的反馈机制,及时收集和分析员工、客户等方面的意见和建议,发现责任管控中存在的问题和不足。在此基础上,制定针对性的改进措施,不断完善责任管控体系。同时,还应定期对责任管控的成效进行评估和总结,确保体系的持续改进和不断优化。在供应链协同中,订单时程节点的责任区分扮演着重要角色。通过明确各节点在供应链中的责任边界,可以促进供应链各成员之间的协同合作。同时,责任区分还有助于建立清晰的沟通渠道和信息共享机制,提高供应链的响应速度和灵活性。此外,当供应链中出现问题时,责任区分的明确性有助于快速定位问题源头,减少推诿扯皮现象,提高问题处理的效率。浙江排单管理精益生控标准化特点每个节点需有专人负责,确保按时完成。

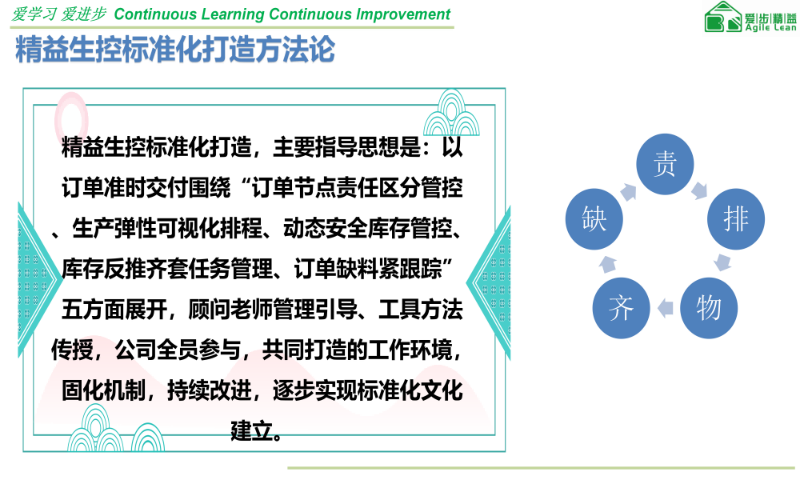
精益生控标准化的**在于通过优化生产流程、减少浪费和提升效率,实现资源的比较大化利用。这要求企业必须对生产过程中的每一个环节进行深入分析,找出潜在的改进点,并制定相应的措施。2.3.在实施精益生控标准化时,企业需要建立跨部门、跨岗位的协同机制。只有各部门、各岗位之间密切合作,才能确保生产计划的顺利实施。同时,企业还需要注重员工的培训和教育,提升员工的技能和素质。4.5.精益生控标准化强调对生产数据的收集和分析。通过收集生产过程中的各种数据,企业可以了解生产状况,发现问题并制定改进措施。此外,数据分析还可以帮助企业预测未来的生产需求,为制定更加科学的生产计划提供依据。
质量不是检验出来的,而是通过标准化作业制造出来的。标准作业书明确规定了每个质量控制点的自检步骤和判断基准。医药企业通过操作标准化,将人为差错率从万分之三降至百万分之五。更重要的是,标准化作业与防错装置紧密结合——当操作顺序错误时,设备自动停止;当扭矩未达标时,工具无法松开。这种“质量内建”思维,将质量控制从末端检测前置到每个制造环节。当每个工位都严格按标准交付合格品,昂贵的返工和客户投诉自然消失,品牌声誉在每一次标准化操作中得到巩固。订单执行中,节点责任不容忽视。

按照生产制造的流程,逐步梳理信息流的内容。1.订单接收与确认:销售部门接收到客户的订单信息后,会将其传递给生产计划部门。生产计划部门根据订单要求,确认生产周期、交付时间等关键信息,并将这些信息反馈给销售部门和客户。2.生产计划制定与下达:生产计划部门根据订单信息和生产能力,制定详细的生产计划。这个计划包括每个车间的生产任务、时间节点等。生产计划部门会将生产计划下达给各个车间,确保生产任务能够按时按质完成。3.物料需求与采购:生产计划部门根据生产计划,计算出所需的原材料和辅材料数量,并将这些信息传递给采购部门。采购部门根据需求信息,向供应商采购所需的物料,并跟踪物料的到货情况。4.生产进度与质量控制:生产部门在执行生产任务的过程中,会定期向生产计划部门报告生产进度和质量情况。生产计划部门根据这些信息,对生产进度进行监控和调整,确保生产任务能够按时完成。同时,质量控制部门会对生产过程中的产品质量进行检测和控制,确保产品质量符合标准要求。产品交付与售后服务:当产品生产完成后,物流部门会负责将产品交付给客户。物流部门需要与生产部门、销售部门等保持密切沟通,确保产品能够按时、安全地送达客户手中 订单时程节点的成功,源于责任的明确与落实。宁波生产弹性可视化排单精益生控标准化欢迎选购
节点责任明确,团队协作更高效。温州动态安全库存保缓冲精益生控标准化特点
呆滞料及异常库存处理一、呆滞料定义与识别呆滞料是指在企业库存中长时间未被使用或销售的物料,通常由于市场需求变化、产品更新换代、订单取消等原因导致。呆滞料的识别主要通过库存周转率、物料存放时间等指标进行判断。企业可以定期梳理库存,将长时间未动用的物料列为呆滞料,并进行进一步分析处理。二、呆滞料原因分析呆滞料产生的原因多种多样,主要包括:1.市场预测不准确,导致库存积压;2.产品更新换代速度过快,旧型号物料无法匹配新产品;3.客户订单取消或变更,导致已备货物料无法销售;4.采购计划不合理,造成物料过多或过早入库;5.生产计划调整,导致部分物料无法按计划使用。三、呆滞料处理策略针对呆滞料,企业可采取以下策略进行处理:1.销售促销:通过降价、搭赠等方式,加快呆滞料的销售速度;2.退货或换货:与供应商协商,将呆滞料退回或换取其他有用物料;3.改制再利用:对呆滞料进行改制或加工,使其符合新产品或新市场的需求;4.报废处理:对于无法再利用的呆滞料,按照相关规定进行报废处理。 温州动态安全库存保缓冲精益生控标准化特点
- 排单管理精益生控标准化互惠互利 2026-01-06
- 温州动态安全库存保缓冲精益生控标准化特点 2026-01-06
- 福州生产弹性可视化排单精益生控标准化管理方法 2026-01-06
- 温州订单节点责任区分管控精益生控标准化费用是多少 2026-01-06
- 浙江精益生控标准化 2026-01-06
- 广东排单管理精益生控标准化欢迎选购 2025-12-29
- 福州排单管理精益生控标准化特点 2025-12-29
- 宁德生产弹性可视化排单精益生控标准化技术指导 2025-12-26
- 排单管理精益生控标准化费用是多少 2025-08-05
- 宁德库存管理精益生控标准化技术指导 2025-08-05
- 福建准时交付精益生控标准化 2025-07-16
- 南平动态安全库存保缓冲精益生控标准化管理方法 2025-07-16