- 品牌
- 西门子
- 型号
- 6ES7590-1AF30-0AA0
- 类型
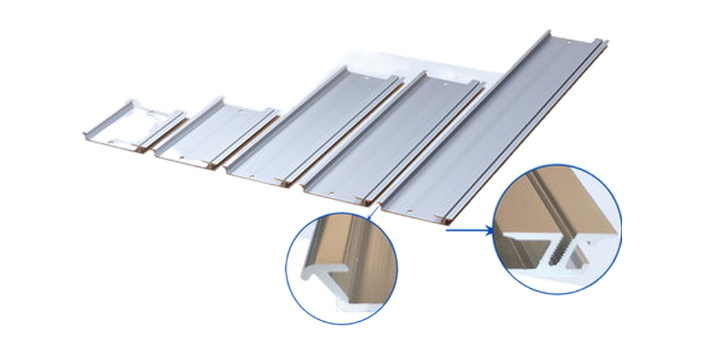
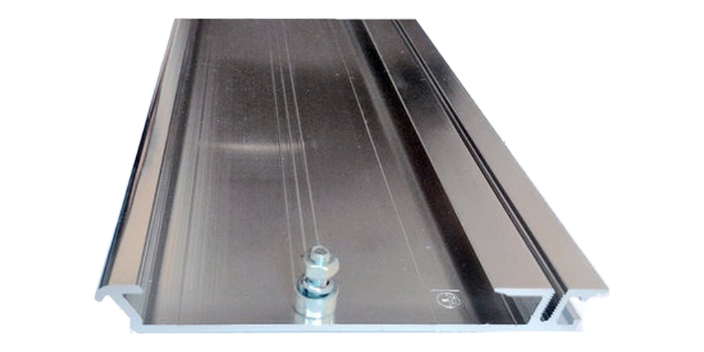
- 静压导轨
- 滑行轨迹
- 安装导轨
- 是否库存
- 是
- 是否批发
- 是
- 材质
- 铝合金材
- 外形尺寸
- 530*155*16
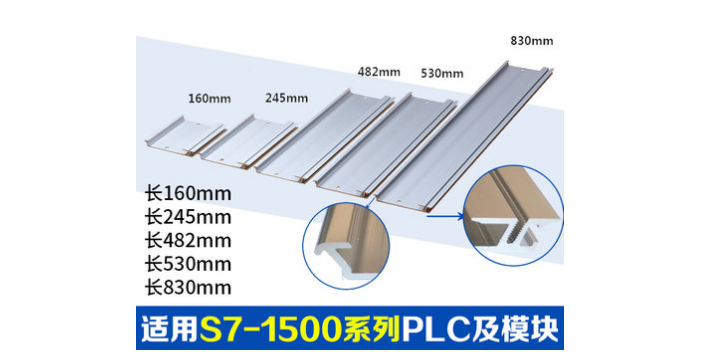
- 滑轨长度
- 530mm
- 滑轨宽度
- 155mm
- 滑块个数
- 1
- 重量
- 1.034
- 产地
- 德国
- 厂家
- 西门子
一般吊装总重不超过3kN(≈300kg)整条轨道可分几次吊装就位。图(轨道):,如不符合要求,应调整导轨前后距离和中心距离,然后再用找道尺进行细找。、找正导轨(图)。图1扭曲调整:将找道尺端平,并使两指针尾部侧面和导轨侧工作面贴平、贴严,两端指针前列指在同一水平线上,说明无扭曲现象。如贴不严或指针偏离相对水平线,说明有扭曲现象,(微信公众号:电梯)则用垫片调整导轨支架与导轨之间的间隙(垫片不允许超过三片)使之符合要求。为了保证测量精度,用上述方法调整以后,将找道尺反向180°,用同一方法再进行测量调整,直至符合要求。2调整导轨垂直度和中心位置:调整导轨位置,使其端面中心与基准线相对,并保持规定间隙(如规定3mm)(图)。图3找间距:操作时,在找正点处将长度较导轨间距L小~1mm的找道尺端平,用塞尺测量找道尺与导轨端面间隙,使其符合要求。(找正点在导轨支架处及两支架中心处。)两导轨端面间距L(图),其偏差在导轨整个高度上应符合表图两导轨端面间距的偏差要求表电梯速度2m/s以上2m/s以下轨道用途轿厢对重轿厢对重偏差不大于(mm)+1、-0+2、-0+2、-0+2、-0上述三条必须同时调整。使之达到要求。1导轨接头处,。 安装方式: 可以垂直或水平安装S7-300。松江区配套西门子PLC安装导轨

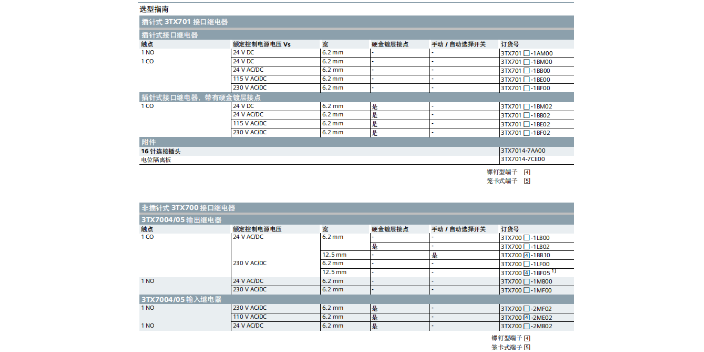
5A)6ES7307-1KA01-0AA0电源模块(10A)CPU6ES7312-1AE13-0AB0CPU312,32K内存6ES7312-5BE03-0AB0CPU312C,32K内存10DI/6DO6ES7313-5BF03-0AB0CPU313C,64K内存24DI/16DO/4AI/2AO6ES7313-6BF03-0AB0CPU313C-2PTP,64K内存16DI/16DO6ES7313-6CF03-0AB0CPU313C-2DP,64K内存16DI/16DO6ES7314-1AG13-0AB0CPU314,96K内存6ES7314-6BG03-0AB0CPU314C-2PTP96K内存24DI/16DO/4AI/2AO6ES7314-6CG03-0AB0CPU314C-2DP6ES7314-6EH04-0AB0CPU314C-2PN/DP,24DI/16DO,4AI,2AO6ES7315-2AG10-0AB0CPU315-2DP,128K内存6ES7315-2EH13-0AB0CPU315-2PN/DP,256K内存6ES7317-2AJ10-0AB0CPU317-2DP,512K内存6ES7317-2EK13-0AB0CPU317-2PN/DP,1MB内存6ES7318-3EL00-0AB0CPU319-3PN/DP,内存卡6ES7953-8LF20-0AA0SIMATICMicro内存卡64kByte(MMC)6ES7953-8LG11-0AA0SIMATICMicro内存卡128KByte(MMC)6ES7953-8LJ20-0AA0SIMATICMicro内存卡512KByte(MMC)6ES7953-8LL20-0AA0SIMATICMicro内存卡2MByte(MMC)6ES7953-8LM20-0AA0SIMATICMicro内存卡4MByte(MMC)6ES7953-8LP20-0AA0SIMATICMicro内存卡8MByte(MMC)开关量模板6ES7321-1BH02-0AA0开入模块(16点,24VDC)6ES7321-1BH10-0AA0开入模块(16点。 松江区配套西门子PLC安装导轨西门子伺服驱动:611A、611D、611U、S120、NCU、PCU、伺服电机、低压电机 。
技术领域:本发明涉及一种漆包线生产线功能件安装导轨用涂油机构。背景技术::漆包线自动生产线中导轨是用于滑动件的安装基础,漆包线的生产为连续的生产工艺,因此导轨都是长距离连续布置,在使用时,需要经常对导轨的轨道面进行润滑用以保证好的润滑效果,现有的润滑方式是用刷子直接涂刷,效率低,且用刷子涂刷,润滑油浪费严重,使用效果不佳。因此,确有必要对现有技术进行改进以解决现有技术之不足。技术实现要素::本发明是为了解决上述现有技术存在的问题而提供一种漆包线生产线功能件安装导轨用涂油机构。本发明所采用的技术方案有:一种漆包线生产线功能件安装导轨用涂油机构,包括机架、注油管、排油管和涂油器,两个涂油器固定连接在机架上,注油管与两个涂油器相连通,在每个涂油器上连接一个排油管;所述涂油器包括安装块、毛刷、出油嘴和集油槽,所述安装块为矩形块状结构,在安装块上端面与左端面的结合处设有具有竖直边和底面的台阶部,台阶部的底面为向下倾斜的斜面结构,毛刷固定连接在安装块的左侧端面上,安装块下端面与左端面的拐角处为倒角斜面结构,集油槽为矩形槽结构,集油槽固定连接在安装块的底面上。
包括侧面与顶面)与安装基准线每5m的偏差均不应大于下列数值:轿厢导轨和设有安全钳的对重(平衡重)导轨为;不设安全钳的对重(平衡重)导轨为。轿厢导轨和设有安全钳的对重(平衡重)导轨工作面接头处不应有连续缝隙,导轨接头处台阶不应大于。如超过应修平,修平长度应大于150mm。(平衡重)导轨接头处缝隙不应大于,导轨工作面接头处台阶不应大于。5施工准备设备、材料要求::电梯导轨、导轨支架、压道板、接道板、导轨基础座及相应的连接螺丝等规格、数量要和装箱单相符。产品要有出厂检验合格及技术文件。:凡使用的材料应有检验合格证或检验资料。使用的材料见表,根据电梯设计不同分别采用。安装导轨支架和导轨所使用的材料表材料名称规格要求镀锌膨胀螺栓根据设计要求决定过墙穿钉根据设计要求决定一般直径≥δ20钢板δ=16或δ=20的普通低碳钢电焊条水泥标号不小于砂子中沙含泥量小于5%石子豆石用水冲洗施工机具、设备、施工现场要求:小型卷扬机、电焊机、手砂轮、电锤、尼龙绳(提轨道用)、钢丝绳索(固定滑轮用)、滑轮、电焊工具、榔头、扳子、錾子、钢板尺、钢盒尺、塞尺、找道尺、铁锹、小铲、水桶、小灰桶、油石、对讲机(或耳机电话)。:1梯井墙面施工完毕。安装间距: 必须保持如图中所示的间距,以便为安装模块提供充足的空间,并能够散发模块所产生的热量。

本工艺标准是对电梯安装工程质量的比较低要求,所规定的项目都必须达到合格。电梯安装工程质量验收除应执行本工艺标准外,尚应符合现行有关国家标准的规定。2术语电梯安装工程电梯生产单位出厂后的产品,在施工现场装配成整机至交付使用的过程。注:本工艺标准中的“电梯”是指电力驱动的曳引式或强制式电梯、液压电梯。电梯安装工程质量验收电梯安装的各项工程在履行质量检验的基础上,由监理单位(或建设单位)、土建施工单位、安装单位等几方共同对安装工程的质量控制资料、隐蔽工程和施工检查记录等档案材料进行审查,对安装工程进行普查和整机运行考核,并对主控项目全验和一般项目抽验,根据本工艺标准以书面形式对电梯安装工程质量的检验结果做出确认。土建交接检验电梯安装前,应由监理单位(或建设单位)、土建施工单位、安装单位共同对电梯井道和机房(如果有)按本工艺标准的要求进行检查,对电梯安装条件作出确认。3基本要求安装单位施工现场的质量管理应符合下列规定:具有完善的验收标准、安装工艺及施工操作规程。CPU用于数字量 (DI/DO) 和模拟量 (AI/AO) 输入/输出的信号模块 (SM)。松江区配套西门子PLC安装导轨
通信处理器 (CP),用于总线连接和端到点连接。松江区配套西门子PLC安装导轨
具有健全的安装过程控制制度。电梯安装工程施工质量控制应符合下列规定:电梯安装前应按本工艺标准进行土建交接检验,并填写《电梯安装土建交接质量验收记录表》。电梯安装前应按本工艺标准进行电梯设备进场验收,并填写《电梯安装工程设备进场质量验收记录表》。电梯安装的各分项工程应按本工艺标准进行质量控制,每个分项工程应有自检记录。电梯安装工程质量验收应符合下列规定:参加安装工程施工和质量验收人员应具备相应的资格。承担有关安全性能检测的单位,必须具有相应资质。仪器设备应满足精度要求,并应在检定有效期内。分项工程质量验收均应在电梯安装单位自检合格的基础上进行。分项工程质量应分别按主控项目和一般项目检查验收。隐蔽工程应在电梯安装单位检查合格后,于隐蔽前通知有关单位检查验收,并形成验收文件。4一般规定两列导轨顶面间的距离偏差应为:轿厢导轨0~+2mm;对重导轨0~+3mm。导轨支架在井道壁上的安装应固定可靠。预埋件应符合土建布置图要求。锚栓(如膨胀螺栓等)固定应在井道壁的混凝土构件上使用,其连接强度与承受振动的能力应满足电梯产品设计要求,混凝土构件的压缩强度应符合土建布置图要求。每列导轨工作面。松江区配套西门子PLC安装导轨
安装便捷:导轨设计有便捷的安装接口和固定装置,方便快速安装和拆卸 PLC 模块。同时,导轨上有清晰的标识和定位槽,便于准确安装模块,确保安装位置的准确性,有利于系统的整体布局和布线。机械稳定性高:***的材质和合理的结构设计,使导轨能够承受 PLC 模块的重量,为模块提供可靠的机械支撑,在振动和冲击环境下,能保证模块的稳固安装,减少因机械因素导致的故障。电气性能优良:导轨具有良好的电气绝缘性能,能有效隔离各个模块之间的电气信号,防止信号干扰。其表面经过特殊处理,具有低电阻特性,可保证模块之间的电气连接良好,减少信号传输延迟,有助于提高整个控制系统的稳定性和可靠性。利于散热:铝合金材质具有良好的...
- 松江区主营西门子PLC安装导轨6ES7590-1AF30-0AA0 2026-02-04
- 长宁区模块西门子PLC安装导轨6ES73901AE800AA0 2026-02-04
- 长宁区模块西门子PLC安装导轨6ES75901BC000AA0 2026-02-01
- 黄浦区SIEMENS西门子PLC安装导轨6ES75901AJ300AA0 2026-01-31
- 嘉定区代理西门子PLC安装导轨6ES73901AJ300AA0 2026-01-30
- 连云港主营西门子PLC安装导轨6ES73901AJ300AA0 2026-01-12
- 黄浦区SIEMENS西门子PLC安装导轨6ES75901AE800AA0 2026-01-12
- 闵行区SIEMENS西门子PLC安装导轨6ES73901BC000AA0 2026-01-03
- 连云港销售西门子PLC安装导轨6ES75901AJ300AA0 2026-01-03
- 普陀区SIEMENS西门子PLC安装导轨6ES75901AE800AA0 2026-01-03

- 浦东新区销售西门子PLC安装导轨6ES7590-1AE80-0AA0 2025-12-10
- 南京销售西门子PLC安装导轨6ES75901AE800AA0 2025-12-10
- 金山区**西门子PLC安装导轨6ES75901AE800AA0 2025-12-09
- 配套西门子PLC安装导轨6ES7590-1AE80-0AA0 2025-12-09
- 青浦区主营西门子PLC安装导轨6ES73901AB600AA0 2025-12-09
- 徐州SIEMENS西门子PLC安装导轨6ES75901AE800AA0 2025-12-09





- 直供接触器推荐厂家 03-21
- 福建配套西门子CPU通讯模块6ES7321-1BL00-0AA0 03-21
- 泰州销售西门子CPU通讯模块6ES7321-1BH02-0AA0 03-21
- 南通生产接触器费用是多少 03-20
- 湖州西门子接触器 03-20
- 浙江SIEMENS西门子CPU通讯模块6ES7321-1BL00-0AA0 03-20
- 上海供应接触器型号 03-20
- 普陀区SIEMENS数字输出模块6ES7322-1BH01-0AA0 03-19
- 盐城主营接触器货源充足 03-19
- 江苏直供接触器性价比 03-19