- 品牌
- 西门子
- 型号
- 6ES7590-1AF30-0AA0
- 类型
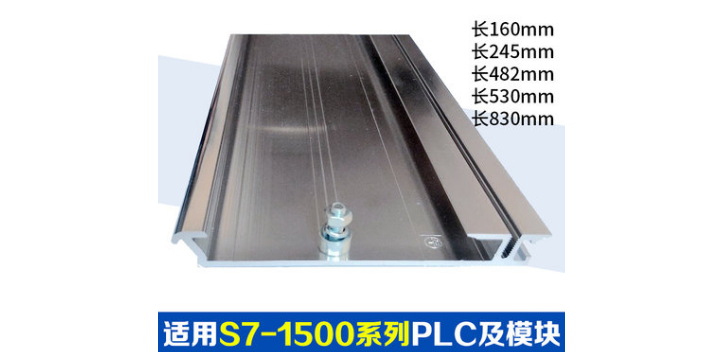
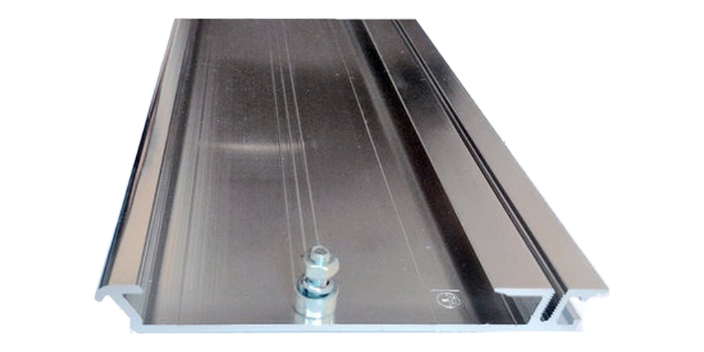
- 静压导轨
- 滑行轨迹
- 安装导轨
- 是否库存
- 是
- 是否批发
- 是
- 材质
- 铝合金材
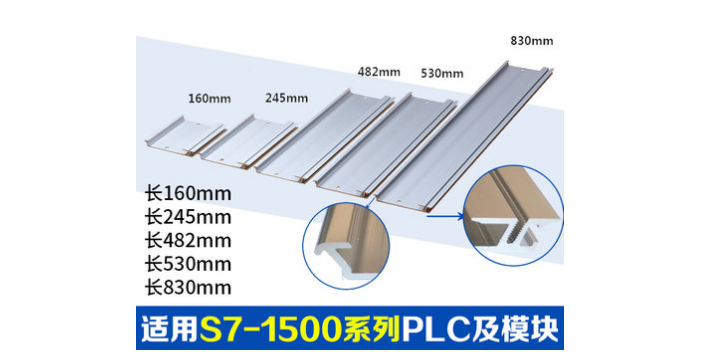
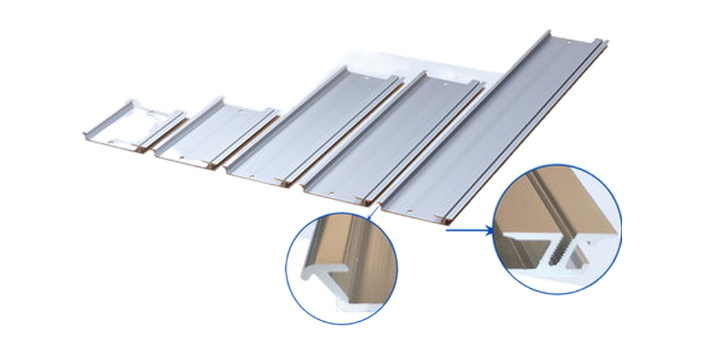
- 外形尺寸
- 530*155*16
- 滑轨长度
- 530mm
- 滑轨宽度
- 155mm
- 滑块个数
- 1
- 重量
- 1.034
- 产地
- 德国
- 厂家
- 西门子
DIN导轨是S7-300可编程控制器的机械安装导轨,该导轨用螺丝安装在固定物上面。S7-300的所有模块均直接用螺丝固定在导轨上,导轨采用铝合金制作,为了防止表面铝被氧化影响接地性能,表面特别镀上金属丝,另设接地螺丝,保证装上模块的整个系统有效的接地,产品包装。表面精密氧化处理。SIMATICS7-300的机械安装机架用于安装调试可用螺丝拧紧到墙上安装方式:可以垂直或水平安装S7-300。所允许的环境空气温度和CPU模块的位置如下:垂直装配:0℃至40℃水平装配:0℃至60℃始终将CPU和电源模块安装在左侧或底部。安装间距:必须保持如图中所示的间距,以便为安装模块提供充足的空间,并能够散发模块所产生的热量。下图显示的是安装在多个机架上的S7-300装配,其中显示了各机架与相邻组件、电缆槽、机柜壁之间的间距。例如,在沿电缆槽为模块接线时,屏蔽接触元件底部与电缆槽间的小间距为40mm。DIN导轨安装孔要求DIN导轨具有用于固定螺丝的4个孔和1个接地导线螺栓一米长以上的装配导轨可以削减到任何特殊长度。不带用于固定螺丝的安装孔和接地导线螺栓。四个用于安装固定螺丝的孔(关于尺寸大小的信息,请参阅“固定孔的尺寸”)如果导轨长度超出了830mm,则必须提供附加孔。 功能模块 (FM): 用于完成计数、定位和凸轮控制等要求苛刻的任务的专业模块。青浦区配套西门子PLC安装导轨6ES75901AC400AA0

PLC的0机架(电源、CPU模块所在机架)可以安装11个模块(包括电源、CPU、IM、CP等模块)即使导轨长度富裕也不可以再继续家装,必须使用IM模块扩展进行扩展(1机架)。扩展机架可以安装9个模块,如果还不够可以继续使用IM继续扩展。1:作为西门子的分销商,们的客户涉及钢铁、石油、化工、水处理、电力、建筑和食品等行业。公司一贯保持良好的信誉,对客户是热忱的提供服务,并且定期对客户进行回访,及时了解需求信息,以便及时调整销售策略。2:由于在客户之中有很多系统成套商和工程商,以经常有系统投标或整体成套的项目,客户会对们提出更高的要求,如系统配置、现场服务等,这就要求们有更好的服务意识和技术水平,深入参与到实际的项目中,用们的特长取得更好的业绩。3:作为一家工程商和成套商,在自动化领域里们不仅占领相当部分的市场,并且在许多领域里作出了杰出的业绩,具有承包项目,完成交钥影工程的经验和能力。并且开发了铁路运输微机联锁控制系统和脱轨系统,在全各地有一百多条线路*的投入使用。S7-300PLC西门子导轨。 崇明区西门子PLC安装导轨环境空气温度和CPU模块位置,垂直装配:0℃至40℃ 水平装配0℃至60℃始终将CPU和电源模块安装在左侧或底部。
将磁性部件2及导轨主体1与设备的安装机架之间绝缘。通过上述内容不难发现,由于电路元器件安装在电气安装导轨的导轨主体1上,且该电气安装导轨的导轨主体1可通过磁性部件2吸合于设备的安装机架上,因而可方便导轨主体1与设备安装机架之间的连接固定,无需对设备的安装机架进行开孔,可避免对安装机架造成破坏。此外,至少在磁性部件2远离导轨的一侧设置有绝缘层,因而可有效对磁性部件2及导轨主体1与设备的安装支架进行绝缘,避免导轨主体1上带电,进而避免对维修人员造成伤害。从而在保证电路元器件安装的同时,还可方便导轨主体1与安装机架之间的连接固定,并可避免导轨主体1带电,保护维修人员的人身安全。具体的说,在本实施方式中,导轨主体1包括:固定侧以及与固定侧相对的安装侧。磁性部件2设置在固定侧上,电路元器件则设置在安装侧上。另外,值得一提的是,在本实施方式中,绝缘层还用于将导轨主体1进行包覆,即磁性部件2与导轨主体1同时被包覆在绝缘层内,进而还可将导轨主体1与电路元器件之间进行绝缘,进一步避免导轨主体1上出现带电的情况。并且,绝缘层可采用塑料层,由塑料层对导轨主体1与磁性部件2进行包覆时,可通过包塑工艺进行。
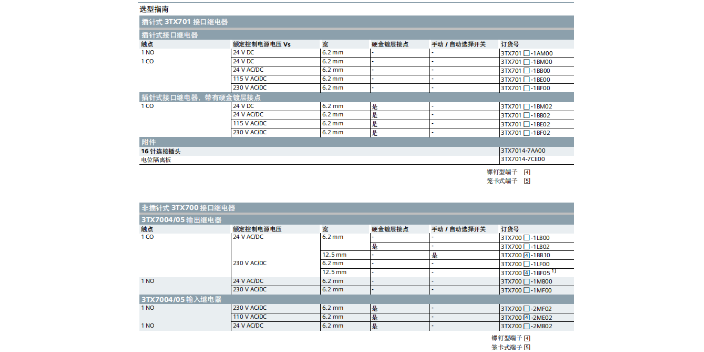
集油槽214为矩形槽结构,集油槽214固定连接在安装块211的底面上,且集油槽214的左侧端面位于安装块211左侧端面的左侧,集油槽214的左侧端面位于毛刷212中刷毛末端所在平面的右侧。出油嘴213固定连接在安装块211上,且出油嘴213的出油端位于台阶部210中底面的上方,出油嘴213通过三通与注油管12相连通。涂油器21在使用时,润滑油从出油嘴213流出,并滴至台阶部210的斜面上,并顺着斜面向下面至毛刷212上。在对轨道的导轨面涂刷润滑油过程中,集油槽214的左端面位于刷毛末端所在平面与安装块211左端面之间,在将毛刷212抵触在导轨面上时,保证集油槽214的左端面与导轨面贴合即可,此时刷毛被抵触在导轨面上,刷毛被压缩后有一定的弹性,避免集油槽214与导轨面之间刚性接触。在涂刷润滑油时,流下的部分润滑油会沿着倒角斜面下至集油槽214内,被集油槽214回收。本发明的涂油器使用时,是对流下的油进行部分回收,亦控制减少润滑油的浪费。本发明中的机架11包括安装板111、限位板112和卡块113,两个限位板112对称固定连接在安装板111上,两卡块113固定连接在安装板111上,且一个卡块113对应与一个限位板112相互卡接。限位板112包括一种板体115和第二板体116。 并且可以使用的高电流为 7400 A 的所有电源等级,且具有抽屉式、插入式和固定式装置。
西门子 PLC 安装导轨的承重性能针对不同模块重量进行优化,常规冷轧钢板导轨的额定承重为每米 20kg,铝合金导轨为每米 15kg,可满足多数中小型 PLC 系统的安装需求;针对重型模块(如大功率电源模块、冗余 CPU 模块),西门子还推出加强型冷轧钢板导轨,厚度提升至 2.0mm,额定承重达每米 30kg,且导轨底部增加加强筋,防止长期承重导致的形变。在冶金厂的高炉控制系统中,S7-1500 冗余 CPU 模块(单模块重量 3.5kg)、2 个大功率电源模块(每块 2.8kg)及 6 个 I/O 模块需安装在同一条导轨上,总重量约 18kg,选用加强型导轨后,导轨无任何下垂形变,模块触点接触良好,避免因导轨形变导致的电路接触不良,确保高炉温度、压力等关键数据的稳定采集与控制。使用 PROFIBUS接口,较多可以连接 125 个PROFIBUS DP 从站。青浦区配套西门子PLC安装导轨6ES75901AC400AA0
8PT SIVACON 是专门由标准模块和型式码模块制成的。所有模块都确保高质量、长寿命和可靠运行。青浦区配套西门子PLC安装导轨6ES75901AC400AA0
焊接采取内外四周满焊,焊接高度不应小于5mm。焊肉要饱满,且不能夹渣、咬肉、气孔等。图图:混凝土电梯井壁没有预埋铁的情况多使用膨胀螺栓直接固定导轨支架的方法。使用的膨胀螺栓规格要符合电梯厂图纸要求。若厂家没有要求,膨胀螺栓的规格不小于φ16mm。1打膨胀螺栓孔,位置要准确且要垂直于墙面,深度要适当。一向以膨胀螺栓被固定后,护套外端面和墙壁表面相平为宜(图)。图2若墙面垂直误差较大,可局部剔修,使之和导轨支架接触面间隙不大于1mm,然后用薄垫片垫实(图)。图3导轨支架编号加工。4导轨支架就位,并打正找平。将膨胀螺栓紧固。:1若电梯井壁较薄,不宜使用膨胀螺栓固定导轨支架且又没有预埋铁,(微信公众号:电梯)可采用井壁打透眼,用穿钉固定铁板(δ≥16mm)。穿钉处,井壁外侧靠墙壁要加100×00×12(mm)的垫铁,以增加强度。见图,将导轨支架焊接在铁板上。图2加工及安装导轨支架的方法和要求完全同有预埋铁的情况。:梯井壁是砖结构,一般采用剔导导轨支架孔洞,用混凝土筑导轨支架的方法。(微信公众号:电梯)1导轨支架孔洞应剔成内大外小,深度不小于130mm(图)。图2导轨支架编号加工,且入墙部分的端部要劈开燕尾。图)。 青浦区配套西门子PLC安装导轨6ES75901AC400AA0
安装便捷:导轨设计有便捷的安装接口和固定装置,方便快速安装和拆卸 PLC 模块。同时,导轨上有清晰的标识和定位槽,便于准确安装模块,确保安装位置的准确性,有利于系统的整体布局和布线。机械稳定性高:***的材质和合理的结构设计,使导轨能够承受 PLC 模块的重量,为模块提供可靠的机械支撑,在振动和冲击环境下,能保证模块的稳固安装,减少因机械因素导致的故障。电气性能优良:导轨具有良好的电气绝缘性能,能有效隔离各个模块之间的电气信号,防止信号干扰。其表面经过特殊处理,具有低电阻特性,可保证模块之间的电气连接良好,减少信号传输延迟,有助于提高整个控制系统的稳定性和可靠性。利于散热:铝合金材质具有良好的...
- 松江区主营西门子PLC安装导轨6ES7590-1AF30-0AA0 2026-02-04
- 长宁区模块西门子PLC安装导轨6ES73901AE800AA0 2026-02-04
- 长宁区模块西门子PLC安装导轨6ES75901BC000AA0 2026-02-01
- 黄浦区SIEMENS西门子PLC安装导轨6ES75901AJ300AA0 2026-01-31
- 嘉定区代理西门子PLC安装导轨6ES73901AJ300AA0 2026-01-30
- 连云港主营西门子PLC安装导轨6ES73901AJ300AA0 2026-01-12
- 黄浦区SIEMENS西门子PLC安装导轨6ES75901AE800AA0 2026-01-12
- 闵行区SIEMENS西门子PLC安装导轨6ES73901BC000AA0 2026-01-03
- 连云港销售西门子PLC安装导轨6ES75901AJ300AA0 2026-01-03
- 普陀区SIEMENS西门子PLC安装导轨6ES75901AE800AA0 2026-01-03

- 浦东新区销售西门子PLC安装导轨6ES7590-1AE80-0AA0 2025-12-10
- 南京销售西门子PLC安装导轨6ES75901AE800AA0 2025-12-10
- 金山区**西门子PLC安装导轨6ES75901AE800AA0 2025-12-09
- 配套西门子PLC安装导轨6ES7590-1AE80-0AA0 2025-12-09
- 青浦区主营西门子PLC安装导轨6ES73901AB600AA0 2025-12-09
- 徐州SIEMENS西门子PLC安装导轨6ES75901AE800AA0 2025-12-09





- 直供接触器推荐厂家 03-21
- 福建配套西门子CPU通讯模块6ES7321-1BL00-0AA0 03-21
- 泰州销售西门子CPU通讯模块6ES7321-1BH02-0AA0 03-21
- 南通生产接触器费用是多少 03-20
- 湖州西门子接触器 03-20
- 浙江SIEMENS西门子CPU通讯模块6ES7321-1BL00-0AA0 03-20
- 上海供应接触器型号 03-20
- 普陀区SIEMENS数字输出模块6ES7322-1BH01-0AA0 03-19
- 盐城主营接触器货源充足 03-19
- 江苏直供接触器性价比 03-19