你是否注意过,手机追剧 1 小时依然手感清凉,智能投影仪连续播放 3 小时不发烫,就连家里的智能路由器也能 7×24 小时稳定 “在线”?这些习以为常的流畅体验,都离不开型材散热器的默默守护。 在智能家居领域,型材散热器化身 “隐形卫士”。智能空调的变频模块、扫地机器人的主...
型材散热器基本参数
- 品牌
- 锦航
- 型号
- 型材散热器
- 加工定制
- 是
型材散热器企业商机
你是否注意过,手机追剧 1 小时依然手感清凉,智能投影仪连续播放 3 小时不发烫,就连家里的智能路由器也能 7×24 小时稳定 “在线”?这些习以为常的流畅体验,都离不开型材散热器的默默守护。
在智能家居领域,型材散热器化身 “隐形卫士”。智能空调的变频模块、扫地机器人的主控芯片,都需要通过铝合金型材散热器快速散发热量,避免因过热导致性能下降。当你享受着恒温舒适的居家环境、看着扫地机器人有条不紊地清洁地面时,正是型材散热器以高导热、轻量化的特性,让家电设备时刻保持 “冷静” 状态。
在消费电子中,它更是无处不在。笔记本电脑的散热模组采用精密挤压成型的型材鳍片,将 CPU 产生的热量迅速传导至空气中,确保你在处理文档、剪辑视频时不卡顿;LED 台灯的灯头内置型材散热器,有效降低灯珠温度,延长使用寿命的同时,还能减少因过热导致的光衰,为你提供持久稳定的照明。
甚至在一些 “小物件” 里,型材散热器也发挥着大作用。无线充电器、智能手表的充电底座,都利用铝合金型材的高效散热能力,避免充电时温度过高带来的安全隐患。这些看似不起眼的设计,却实实在在地提升了生活的便利性与安全性。
铲齿散热器在汽车领域的应用较为多,更好的降低车辆的运行温度。江苏铲齿型材散热器厂家

型材散热器的成本优化需全流程管控。挤压模具采用 H13 热作模具钢,经真空淬火(硬度 50-52HRC),寿命可达 8 万次,较普通模具提升 60%。批量生产时采用连续挤压工艺,速度达 15m/min,材料利用率从 70% 提升至 90%。标准化设计使通用件占比≥80%,库存周转率提升 50%,有效降低资金占用。高温工况型材散热器的材料创新。在 200℃以上环境中,传统铝合金强度衰减明显,选用 2219 铝合金(T87 状态),其 150℃抗拉强度仍保持 380MPa,导热系数 170W/(m・K)。表面采用高温陶瓷涂层(厚度 10-15μm),耐氧化温度达 500℃,通过 1000 小时高温时效测试,热阻增量≤10%。设计预留热膨胀间隙(线性膨胀系数 23×10⁻⁶/℃),避免壳体挤压变形。广州电子型材散热器性能散热器是电脑硬件中不可缺少的一部分,可以帮助电脑长时间保持更好的运行。
强制风冷场景下,齿高可提升至 15~30mm(高风速气流能有效带走齿尖热量),但需控制齿高与底座厚度的比例(通常≤5:1,防止型材弯曲)。齿间距需平衡散热面积与气流流动性:自然对流时间距 2~3mm(确保空气能自然填充并上升),强制风冷时间距 1~2mm(密集齿阵增加散热面积,且高风速可突破气流阻力),若间距过小(<1mm),易因灰尘堆积堵塞通道,导致散热效率下降 30% 以上。底座厚度需根据热源功率确定:低功率(≤50W)场景 3~5mm,功率(50~200W)场景 5~8mm,确保热量快速从热源传导至齿阵,避免底座成为热阻瓶颈(底座热阻通常需控制在 0.1~0.3℃/W)。
电泳涂装工艺通过电场作用使环氧树脂颗粒沉积在型材表面,形成 10~20μm 厚的涂层,附着力强(划格测试≥4B),耐腐蚀性优异(盐雾测试≥1000 小时),可实现多种颜色(如灰色、银色),适用于对外观与耐候性有高要求的场景(如高级消费电子、建筑照明);但涂层导热系数低(约 0.3W/(m・K)),需控制厚度≤15μm,避免增加表面热阻。化学转化处理(如铬酸盐钝化、无铬钝化)形成 0.5~2μm 厚的钝化膜,工艺简单、成本低,主要用于临时防锈(如运输过程),但耐腐蚀性弱,不适用于长期恶劣环境。散热器的好坏直接影响电脑的效能和使用寿命。

型材散热器作为电子设备散热系统的关键组件,其设计直接关联设备运行稳定性。基于铝或铜等高热导率金属挤压成型,通过预设的鳍片结构扩大散热面积,实现热量从热源向空气的高效传递。工业级型材散热器通常采用 6063 铝合金,该材质兼具良好的导热性(约 201W/(m・K))与机械加工性能,经阳极氧化处理后可提升表面硬度与耐腐蚀性。其鳍片间距需根据应用场景优化,自然对流场景下间距多控制在 8-15mm,强制风冷时可缩小至 3-5mm 以增强气流扰动,平衡风压损失与散热效率。散热器是电脑硬件中不可或缺的部件。北京新能源型材散热器工艺
铲齿散热器的散热面积大,能够同时处理多种散热任务。江苏铲齿型材散热器厂家
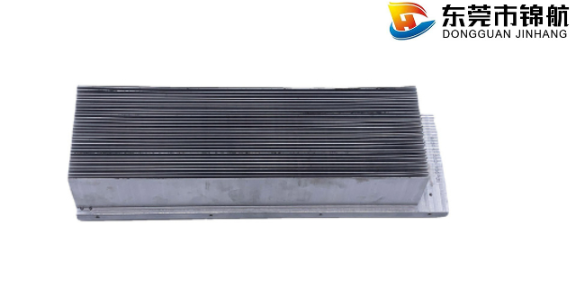
型材散热器以铝合金为主要基材,主要加工工艺为挤压成型,该工艺决定了其结构规整性与批量生产优势。挤压成型前,需将铝合金棒材(常用 6063、6061 型号)加热至 500~550℃(接近铝合金的半熔融状态,屈服强度大幅降低),随后通过挤压机以高压(通常 30~50MPa)将高温铝棒推入定制的模具型腔中。模具型腔按散热器的齿形、齿高、齿间距设计,铝棒在压力作用下充满型腔,形成连续的型材结构,再经牵引机拉伸出模具,冷却至室温(可采用风冷或水冷加速冷却,冷却速度控制在 5~10℃/min,避免型材变形)。冷却后的型材需进行定尺切割(精度 ±0.5mm),随后通过数控铣削加工安装孔、定位槽等细节结构。部分高级产品还会进行时效处理(6063 铝合金通常在 175℃下保温 8~12 小时),通过析出强化提升型材的硬度(从 HB40 提升至 HB80 以上)与力学性能。挤压工艺的优势在于可批量生产(每小时产量可达 100~300 米)、齿形一致性高(误差≤0.1mm)、成本低,尤其适合直齿、梳齿等规则结构的散热器,是消费电子、汽车电子等大批量应用场景的优先选择工艺。江苏铲齿型材散热器厂家
与型材散热器相关的文章
江苏铲齿型材散热器厂家
- 六安水冷型材散热器优点 2025-12-29
- 合肥铲齿型材散热器定制 2025-12-29
- 广东汽车型材散热器生产 2025-12-29
- 安徽水冷型材散热器加工 2025-12-29
- CPU型材散热器定制 2025-12-29
- 惠州新能源型材散热器报价 2025-12-29
- 六安CPU型材散热器 2025-12-29
- 江苏CPU型材散热器厂家 2025-12-29
- 东莞水冷型材散热器报价 2025-12-29
- 苏州型材散热器定制 2025-12-29
- 长沙水冷型材散热器 2025-12-29
- 中山1060型材型材散热器报价 2025-12-29
与型材散热器相关的产品


与型材散热器相关的新闻
-
广州6063未时效型材型材散热器性能 2025-12-28 13:04:44以工业 PLC 控制器为例,其内部芯片发热功率多在 20-50W 之间,传统散热片难以兼顾体积与效率,而锦航五金的型材散热器通过优化鳍片排布(采用错位式设计减少气流死角),配合 1.2mm 厚度的底座(确保热量快速传导),热阻可控制在 1.2℃/W 以下,能将芯片温度稳定控制在 65℃以内,较同体积...
-
苏州铜料型材散热器厂家 2025-12-28 14:04:23强制风冷与自然对流是型材散热器的两大关键冷却方式,因散热动力不同,设计参数需针对性调整,以大化散热效率。自然对流依赖空气密度差形成的气流(风速≤0.5m/s),散热效率低,设计重点在于 “优化气流上升路径与大化散热面积”:齿高控制在 8~15mm(过高会增加气流阻力,反而降低效率),齿间距 2~3m...
-
广州新能源型材散热器定制 2025-12-28 16:04:48BMS 系统散热功率 20~50W(管理多节锂电池,需控制电池温差≤5℃),采用长条形型材散热器(长度与电池模组匹配,通常 300~500mm),齿高 10~15mm,齿间距 2~2.5mm,通过自然对流或液冷板辅助散热;底座设计为弧形(与电池表面贴合,接触面积提升 30%),并涂抹高导热硅胶垫(导...
-
深圳1060型材型材散热器材质 2025-12-28 17:10:07型材散热器的仿生优化设计提升性能。模仿蜂巢结构的六边形鳍片,在相同体积下比矩形鳍片增加 15% 散热面积,且力学强度提升 20%。借鉴叶脉分布的梯度鳍片设计,热源中心鳍片密度高(每 cm²8 片),边缘渐疏(每 cm²4 片),使温度分布均匀性提升至 90%。通过计算流体力学验证,仿生结构在自然对流...
与型材散热器相关的问题
新闻资讯
产品推荐
-

佛山本地液冷散热器性能
2026-05-23 -

广东超薄液冷散热器报价
2026-05-23 -

佛山本地液冷散热器
2026-05-23 -

广东工业液冷散热器型号
2026-05-23 -
珠海静音液冷散热器哪家好
2026-05-23 -

珠海服务器液冷散热器设计
2026-05-23 -
东莞工业液冷散热器设计
2026-05-23 -

深圳超薄液冷散热器加工
2026-05-23 -

服务器液冷散热器哪家好
2026-05-23