- 品牌
- 苏州正和铝业有限公司
- 型号
- v1
- 加工定制
- 是
为了解决用户对于续驶里程的焦虑,新开发的电动汽车平台电池系统能量越来越大,如表1所示。加之对整车动力性能和快充性能的要求,整车厂对电池系统热管理提出更高的要求。其中冷却板在热管理系统热量传递关键部件,其设计的好坏直接影响热管理性能。冷却板的设计形式及其布置位置也是多种多样的,主要根据电池的类型,电池系统整体的布置来确定。加之为了保证大能量电池包温度均匀性,整个热管理系统基本都采用多并联支路设计,冷却流道越长,温度均匀性控制越困难,例如特斯ModelX单冷却管道长度约5.2m到model3单冷却管道变为约1.9m,通过初步CFD计算,电池系统整体均匀性有了很大提高。如表2是主流OEM的先进动力电池热管理系统的水冷板的布置及串并联方式。正和铝业水冷值得放心。湖南水冷供应
机加工+焊接水冷板采用机加的方式,内部流道尺寸、路径均可自由设计,适合功率密度较大、热源布局不规则、空间受限的热管理产品,重要应用于:风电变流器、光伏逆变器、IGbT、电机控制器、激光器、储能电源、超算服务器等领域的散热产品设计上,而在动力锂离子电池系统中应用较少。微通道散热器,也是一种结合机加工和焊接工艺制造而成的散热器,它制作要比其他散热器复杂,微通道散热器一般用于散热功率较大而且散热较为集中的机器上,微通道的方式因为水道较宽而且较为均匀,能快速的带走集中的热量。但是微通道的液冷散热器制作工艺也较为复杂,一般是采用机加工微通道,再用摩擦焊的工艺进行焊接,制作成本也较高。水冷电话水冷,就选正和铝业,用户的信赖之选。
液冷板典型工艺液冷板生产工艺比较一般的风冷散热器来说更复杂,液冷散热有关工艺上的可靠性要求较高,因而有较强的技术沉淀的厂家才能供应可靠的技术支持。一般的液冷板生产技术工艺有下面几种。埋管工艺埋管工艺是用得多的液冷散热器液冷板的制作工艺,一般来说是铝基板埋铜管,即将铝基板用CNC加工铣槽,再采用冲压机将已弯好形状的铜管压到铝基板上,再进行钎焊焊接,然后进行后加工成水冷板。埋管式的液冷板一般有三种形式:一是浅埋管液冷板;二是深埋管液冷板;三是焊管工艺;四是双面夹管工艺液冷板。三种形式的工艺都差别不大,加工的难度也是相同的。有些原本是针对大功率开关器件设计的液冷原理,在动力锂离子电池冷却系统中,也可以借鉴应用。
水冷板生产工艺复杂程度远高于风冷散热器。水冷板工艺主要为原材料冲压—清洗—涂钎剂—铆接—钎焊—检测—封胶等主要过程,一般的水冷板生产技术工艺有埋管工艺、型材+焊接、机加工+焊接、压铸+焊接。目前市场的水冷板类型主要有口琴管式水冷板、冲压式水冷板、吹胀式水冷板、平行流管式水冷带、型材加搅拌摩擦焊水冷板,只有具备较强技术沉淀的厂家才能提供可靠的技术支持。水冷板生产工艺对比一般的风冷散热器来说更复杂,水冷散热对于工艺上的可靠性要求较高,因而有较强的技术沉淀的厂家才能提供可靠的技术支持。如何选择一家好的水冷公司。
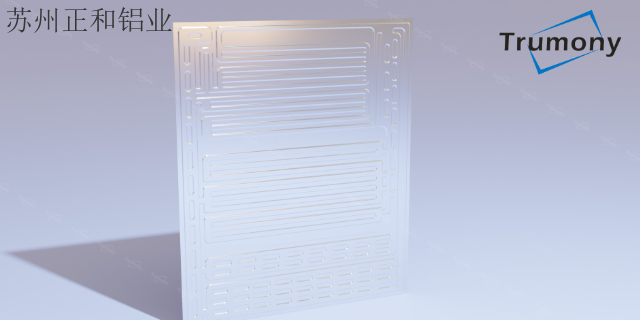
水冷板的性能会影响动力电池的性能,从而直接影响到电动汽车的续航能力,挤铝水冷板几块板子动辄十几二十公斤流体大限制了电池的发挥,因而被直接打入了冷宫。随后市场把眼光投向了更轻便的冲压板和口琴管,钎焊工艺的水冷板登上了历史舞台。先来说说钎焊这个工艺,其实钎焊在汽车工业应用普遍且成熟,汽车的前端散热器、冷凝器和板式换热器等都采用此工艺,一般采用3系的铝材在焊接的位置涂上焊料然后过高温(600℃左右)钎焊炉使焊料融化焊接而成,所以相对来说工序较简单。虽然他们采用同一种工艺,但是应用上有所区别。冲压板首先要将一块平板冲压出设计好的流道,流道深度一般在2-3.5mm,在用另一块平板与之焊接在一起,两块板厚可以在0.8-1.5mm不等。而口琴管流道的横截面类似口琴管形状,两端是集流体起汇流作用,所以内部的流向只能直来直去,并不能像冲压板那样随意设计,有一定的局限性。哪家公司的水冷是有质量保障的?安徽绝缘水冷定制
哪家公司的水冷是比较划算的?湖南水冷供应
根据本发明的一个实施例,该系统的每个电池箱内的各个一级水冷型电池模块的冷却管路的总长均相同,以保证水流量基本相同。根据本发明的一个实施例,该系统内至少有一个一级水冷型电池模块内置有温度传感器,用以检测一级水冷型电池模块的内部温度,并且系统内设置有散热控制装置,以控制散热器的风扇和循环水泵。当检测到模块内温度高于设定温度时,散热控制装置启动散热器风扇和循环水泵开始工作,反之则停止风扇和循环水泵。本发明的电池均匀水冷系统,通过一级水冷型电池模块之间的并联,实现了所有一级电池模块的均匀水冷,有效增强了电池的使用性能和使用寿命。湖南水冷供应
- 广东动力电池水冷生产厂家 2024-06-19
- 天津水冷销售 2024-06-18
- 湖南品质保障水冷价格 2024-06-18
- 电池水冷多少钱 2024-06-17
- 专业水冷电话 2024-06-17
- 浙江品质保障水冷定制 2024-06-17
- 上海防潮水冷供应商 2024-06-17
- 湖南专业水冷供应商 2024-06-16
