- 品牌
- 苏州正和铝业有限公司
- 型号
- 定制
- 加工定制
- 是
可以理解的是,由于连接桥3的存在,单块板1的中间是指单块板1的中间区,即连接桥3。当微通道22数目不同时,折法也会相应的发生变化,并不局限于上述四种折法。对于单排扁管2的微通道22数目,可根据实际需要进行设置,本发明实施例对此不做限定。为了有效提高微通道扁管的换热效率,上述实施例提供的微通道扁管中,连接桥3开设有通孔32。这样,改变了气流方向,加强了气流间交涉,有效增加了空气与微通道扁管的换热面积,从而提高了微通道扁管的换热效率。微通道22的形状存在多种,为了便于生产和制造,上述实施例提供的微通道扁管中,微通道22包括:位于两侧的边通道和位于两个边通道之间的中间通道;中间通道呈U型或者V型。可以理解的是,中间通道呈U型时,相邻的两个中间通道中,一个为正U型,另一个为倒U型;中间通道呈V型时,相邻的两个中间通道中,一个为正V型,另一个为倒V型。苏州正和铝业有限公司,可靠的微通道扁管供应商!山西优势微通道扁管规格齐全

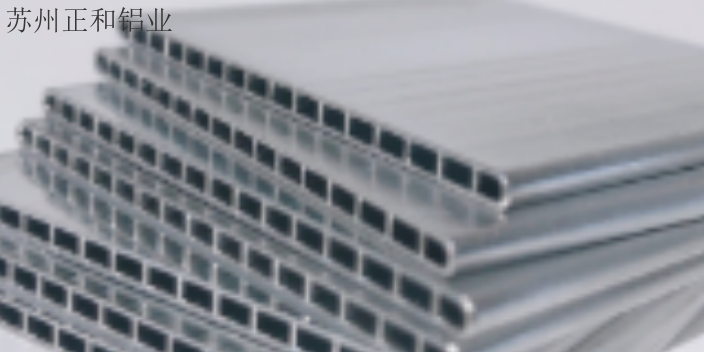
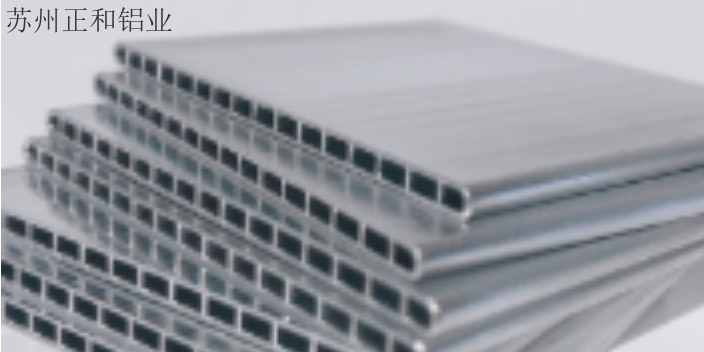
微通道铝扁管(又称“平行流铝扁管”)是采用精炼铝棒、通过热挤压、经表面喷锌防腐处理,薄壁多孔扁形管状材料,主要应用于各种冷剂的空调系统中,作为承载新型环保制冷剂的管道零部件,采用新型环保制是新一代平行流微通道空调换热器的关键材料。微通道铝管是一种新型环保制冷剂承载管道部件,首先在汽车空调系统上获得强制使用(欧盟规定为1996 年,中国规定为2002 年)。该产品由于技术含量高、生产难度极大,2010年之前,世界上有挪威的海德鲁、日本的三菱和古河、韩国一进等极少数厂家生产,其生产技术基本上被其垄断,内资企业根本没有能力生产,国内汽车空调换热器厂商所需的该材料,只能从上述国外厂家设在中国的独资子公司或者直接进口获得。浙江特殊微通道扁管仿真微通道扁管 ,就选正和铝业,用户的信赖之选,欢迎您的来电!

由于上述实施例提供的微通道扁管具有上述技术效果,本发明实施例提供的微通道换热器具有上述微通道扁管,则本发明实施例提供的微通道换热器也具有相应的技术效果,本文不再赘述。为了提高换热效率以及便于排冷凝水,上述实施例提供的微通道换热器还包括设置于微通道扁管上的翅片5。为了便于安装翅片5,优先选择翅片5为一体式双排翅片,该一体式双排翅片上设置有与微通道扁管配合的插槽。上述实施例提供的微通道换热器的安装方法为:先将微通道扁管插排翅片的插槽中,再将微通道扁管的两端插入集流管4中,通过焊接工序完成了该微通道换热器的装配。可以理解的是,微通道扁管与集流管4焊接相连,联排翅片与微通道扁管焊接相连。
第三种折法为:自单块板1的中间位置开始折叠隔板,待隔板折叠完后,向下折单块板1并水平延伸至隔板的起始位置,然后向上折单块板1并水平延伸至隔板的终止位置,向下折单块板1,形成封闭的单排扁管2;第四种折法为:在单块板1的中间位置先向上折单块板1,然后水平延伸预设距离后向下折单块板1,并水平延伸预设距离,再向上折单块板1依次折叠隔板,形成封闭的单排扁管2。为了便于保证质量,优先选择第四种折法,由第四种折法获得的单排扁管2只有一个铝板接触点,焊接后泄漏风险较小,其余三种折法获得的单排扁管2会有两个接触点,焊接后泄漏风险较大。可以理解的是,由于连接桥3的存在,单块板1的中间是指单块板1的中间区,即连接桥3。当微通道22数目不同时,折法也会相应的发生变化,并不局限于上述四种折法。对于单排扁管2的微通道22数目,可根据实际需要进行设置,本发明实施例对此不做限定。微通道扁管 ,就选正和铝业,用户的信赖之选,有需求可以来电咨询!

微通道铝扁管(又称“平行流铝扁管”)是一种采用精炼铝棒、通过热挤压、经表面喷锌防腐处理,薄壁多孔扁形管状材料,主要应用于各种冷剂的空调系统中,作为承载新型环保制冷剂的管道零部件,采用新型环保制是新一代平行流微通道空调换热器的关键材料。微通道铝管是一种新型环保制冷剂承载管道部件,首先在汽车空调系统上获得强制使用(欧盟规定为1996 年,中国规定为2002 年)。该产品由于技术含量高、生产难度极大,2010年之前,世界上有挪威的海德鲁、日本的三菱和古河、韩国一进等极少数厂家生产,其生产技术基本上被其垄断,内资企业根本没有能力生产,国内汽车空调换热器厂商所需的该材料,只能从上述国外厂家设在中国的独资子公司或者直接进口获得。正和铝业是一家专业提供微通道扁管 的公司,有需求可以来电咨询!四川蛇形微通道扁管检测
微通道扁管 ,就选正和铝业,有需要可以联系我司哦!山西优势微通道扁管规格齐全
微通道铝扁管的制作工艺:1、模具设计和加工技术能力:主要包括极低挤压突破力和极高尺寸精度及特殊成型能力和拥有极强耐磨性能热挤压模具的设计、制造技术;模具内壁耐磨、耐热、超润滑技术的充分应用;单台多支共挤模具多点温度精密控制技术等。2、挤压工艺控制技术能力:主要包括挤压机模筒恒温加热、等速挤压技术;铸棒的梯度加热技术;多孔微超薄壁均衡挤压、热能消除及保持所有环节不产生产品变形的因素和产品缺陷的技术;单台多支产品收排卷装置和同步控制技术等。山西优势微通道扁管规格齐全

- 黑龙江好的微通道扁管厂家直销 2024-07-11
- 浙江加工微通道扁管生厂制造商 2024-07-11
- 北京好的微通道扁管批量定制 2024-07-11
- 内蒙古个性化微通道扁管仿真 2024-07-11
- 贵州摩擦搅拌焊微通道扁管厂家直销 2024-07-11
- 河北冲压微通道扁管生产 2024-07-11
- 浙江侧面换热微通道扁管五星服务 2024-07-11
- 安徽钎焊微通道扁管仿真 2024-07-11