- 品牌
- 华睿源,麒智,依可萌,橙果工厂
- 公司名称
- 青岛华睿源科技有限公司
- 维修设备类型
- 所有设备
- 服务内容
- 设备全生命周期管理
- 工作时间
- 7*24小时
- 可否定做
- 可以
- 新旧程度
- 全新
- 售后服务
- 全国联保
- 适用星级
- 所有星级
- 设备所在地
- 浙江,北京,上海,广州,杭州,大连,四川,天津,重庆,山西,陕西,山东,甘肃,安徽,贵州,全国
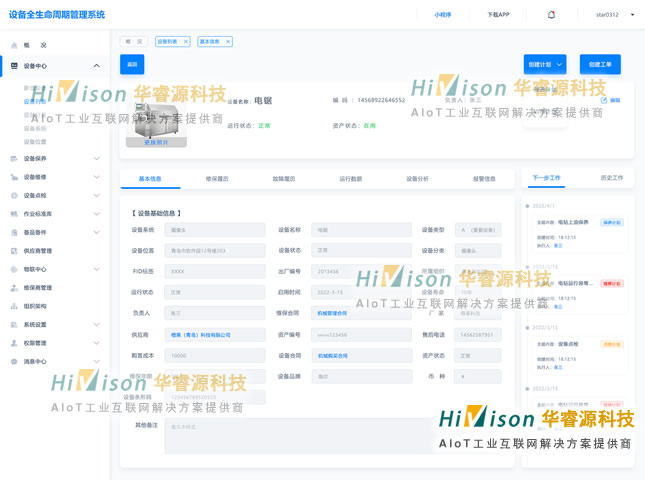
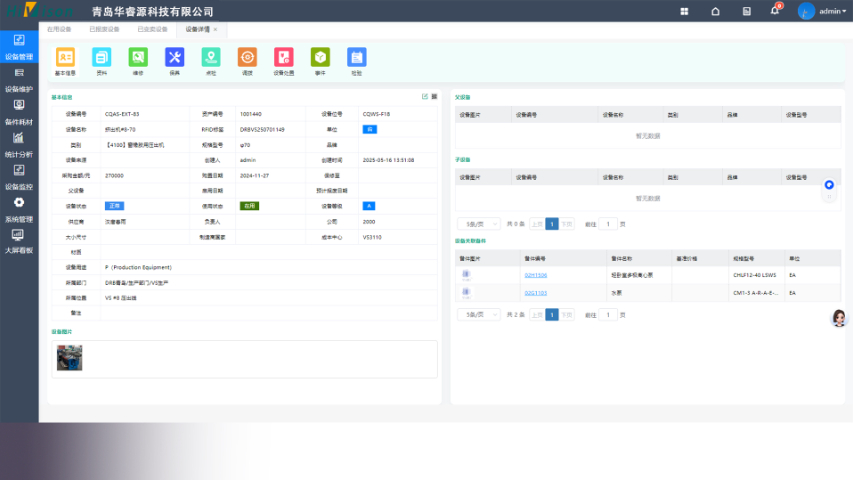
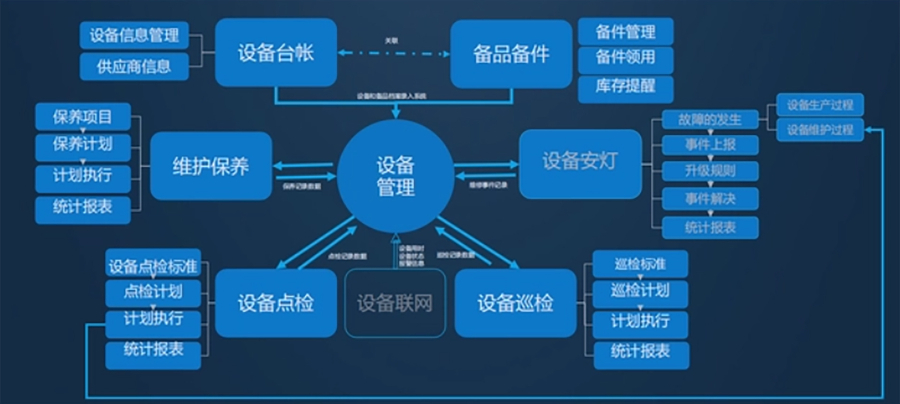
设备管理系统是一款通过对生产设备信息的收集、储存、加工、分析与控制,提高设备使用效率、提高维护维修效率、降低设备维护维修以及管理成本,优化报修响应、故障预测、设备更替和维护的管理系统。应用场景数字化监管:设备的数据通过系统自动的进行汇总分析改进。可视化查询:展现方式以图型3D等目视内容实时展现设备的数据、状态。智能化维护:遇到问题可以提前化预警,智能判断。适用行业适合的制造业类型:现代化、智能化制造企业。聚焦的细分行业:航空航天、电子装配、汽车行业、新能源、机械装备、**电子、电力电网、信息通讯、服装纺织、化工行业。设备管理历程设备信息管理:包括设备状态、设标签打印、设备文档等信息循环执行计划:维修、保养、点检计划自动循环滚动到期提醒用户执行通知瞬时响应:通过手机移动端报修等通知瞬时到达,再也不用到处寻人点检一键保养:点检设备,一键扫码,保养项目一键提交扫码快速报修:通过移动端扫描设备,完成报修及维修信息录入维保记录管理:设备档案上传云端。通过RFID、传感器等实现设备状态自动采集,避免人工录入误差。生产设备管理系统设计
实验室设备管理系统从应用上看,实验室设备管理系统多用于科研院所或高校的实验室中;从功能上看,实验室设备管理系统在实验中心综合查询、实验室管理、实验课管理、仪器信息管理、仪器电源管理、实际耗材管理、人员管理、门禁管理以及基础数据设置等方面有着很在大的作用。本文将重点介绍实验室设备管理系统。实验室设备管理系统概况目前,各大高校、科研院所、企业研发中心都有专门的实验室来进行专项科学研究。实验室里的设备自然也要进行管理,实验室设备管理系统性能的强弱,直接影响到实验室设备管理水平和设备的运行效率。实验室设备管理系统对这些学校或企业来说就是十分必要的了。从目前开放型实验室建设方面看,很多实验室集中各方面的有限资源,并依此为支撑,打破了传统实验室依附于课程设置而形成的功能单一、利用率低下、设施管理水平落后的模式,从而打造出有利于学生提高实践、设计、应用综合能力,并进行创新研究的教研平台。当然此平台的搭建需要部署适应性强,既使用又灵活的实验室设备管理系统,此系统通过计算机网络技术,将数据库、实验室管理主机、多台管理终端(可选)、身份卡和多个电源控制器等有效的融合起来,帮助实验室管理人员进行设备、设施管理。天津学校设备管理系统该系统的个性化设置功能支持手机号、账户密码修改等个人账户管理,满足用户个性化需求。
深度分析模块实现从描述性到预测性的跨越。基于物理模型的数字孪生体可提前500小时预测关键部件失效,某燃气轮机厂商避免亿元级事故。能耗优化系统通过运筹学算法,某数据中心PUE值降至1.25以下。特别值得注意的是,因果推理技术的应用可识别95%的潜在故障诱因,某芯片厂良品率提升2.3个百分点。三维可视化平台实现设备状态的立体呈现。某核电站采用全息投影技术,关键参数识别效率提升6倍。预测性维护看板集成多维度预警,某汽车厂设备突发故障归零。更前沿的是,脑机接口技术开始应用于复杂设备监控,某试点的操作员反应速度提升40%。
设备管理系统是将信息化了设备技术信息与现代化管理相结合,是实现研究级管理信息化的先导。设备管理系统是非常通用的管理信息系统,使用它可以有效地管理设备资源、维护设备的正常运转,从而提高工作效率。随着计算机技术的迅猛发展以及Internet进入商业和社会应用阶段,设备的种类、数量越来越多,如何利用先进的网络技术和日新月异的计算机设备来有效地收集、处理这些设备,建立以信息化为主的管理体制,减轻管理人员和业务人员的数据处理负担,极大地提高设备管理效率和管理手段,己经成为当今社会的潮流。在现代化大型研究所信息化管理体系建设中,设备管理系统被看作是重中之重。因为设备是工厂生产中的主体,随着科学技术的不断发展,生产设备日益机械化、自动化、大型化、高速化和复杂化。设备在现代工业生产中的作用和影响也随之增大,在整个工业生产过程中对设备的依赖程度也越来越高。设备管理的各项制度、流程涉及的点多面广。其内置国际标准,如 ISO 55000,可保障企业设备管理符合规范要求。
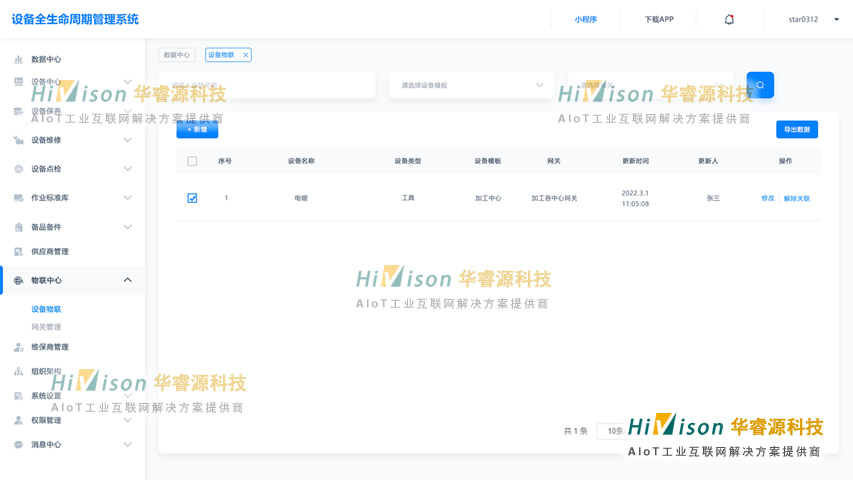
设备管理系统的智能化转型面临多重挑战:数据整合难题设备异构性问题突出,某调研显示,典型制造企业的设备品牌往往超过20个,数据协议不统一。建议采用工业物联网平台进行数据标准化处理。人才缺口问题既懂设备运维又掌握数据分析的复合型人才稀缺。某高校调查显示,这类人才的市场供需比达到1:10。企业需要建立系统化的培训体系。组织适配挑战传统运维组织与智能化系统存在适配困难。某案例企业通过建立"数字化运维小组",实现了平稳过渡。设备管理系统是利用先进信息技术对企业设备进行系统管理的软件平台。天津学校设备管理系统
工单管理:支持报修、派单、维修记录跟踪,实现闭环处理。生产设备管理系统设计
智能化设备管理系统的应用为企业创造了价值:运维效率提升某汽车制造厂的应用案例显示,通过预测性维护系统,设备故障预警时间平均提前72小时,非计划停机减少60%。某石化企业采用智能诊断系统后,关键设备的平均修复时间(MTTR)缩短了45%。经济效益***某飞机制造商的实践表明,通过优化备件库存管理,库存周转率提升35%,减少资金占用约8000万元。某半导体工厂的设备健康管理系统,帮助其延长关键设备使用寿命20%,节省设备更新费用超亿元。生产质量改善某精密制造企业通过设备状态监控,将加工精度波动控制在±0.01mm以内,产品合格率提升3.2个百分点。某食品企业的案例显示,设备参数稳定性与产品质量呈***正相关。生产设备管理系统设计
设备管理系统是一款通过对生产设备信息的收集、储存、加工、分析与控制,提高设备使用效率、提高维护维修效率、降低设备维护维修以及管理成本,优化报修响应、故障预测、设备更替和维护的管理系统。应用场景数字化监管:设备的数据通过系统自动的进行汇总分析改进。可视化查询:展现方式以图型3D等目视内容实时展现设备的数据、状态。智能化维护:遇到问题可以提前化预警,智能判断。适用行业适合的制造业类型:现代化、智能化制造企业。聚焦的细分行业:航空航天、电子装配、汽车行业、新能源、机械装备、**电子、电力电网、信息通讯、服装纺织、化工行业。设备管理历程设备信息管理:包括设备状态、设标签打印、设备文档等信息循环执行计划...
- 生产设备管理系统销售价格 2026-03-22
- 青岛智能设备管理系统报价 2026-03-22
- 成都自动设备管理系统平台 2026-03-22
- 辽宁建筑设备管理系统 2026-03-22
- 集团设备管理系统服务价格 2026-03-21
- 青岛通用设备管理系统建设 2026-03-21
- 青岛物资设备管理系统 2026-03-21
- 青岛工业设备管理系统产业 2026-03-21
- 成都制造设备管理系统开发 2026-03-20
- 山东物联网设备管理系统 2026-03-20
- 中国澳门电气设备管理系统 2026-03-19
- 山西工厂设备管理系统 2026-03-17
- 医疗设备管理系统结构设计 2026-03-17
- 青岛工地机械设备管理系统有哪些 2026-03-17
- 河南楼宇设备管理系统 2026-03-17
- 设备管理系统欢迎咨询 2026-03-09



- 集团设备管理系统服务价格 03-21
- 青岛通用设备管理系统建设 03-21
- 青岛物资设备管理系统 03-21
- 青岛工业设备管理系统产业 03-21
- 成都制造设备管理系统开发 03-20
- 山东物联网设备管理系统 03-20
- 青岛煤矿机电设备管理系统 03-20
- 青岛java开发设备管理系统 03-19
- 青岛化工厂设备管理系统报价 03-19
- 集团设备管理系统联系方式 03-19