- 品牌
- 齐鲁利信
- 型号
- 齐全
- 可售卖地
- 全国
PVC拱挤板贴膜工艺的重点在于高温下的真空压膜技术。这一技术通过精确控制温度、压力和时间等参数,使得贴膜与板材之间形成紧密的结合。在高温下,PVC板材表面的分子链活动能力增强,有利于贴膜材料中的粘合剂分子渗透到板材表面微孔中,形成机械互锁效应。同时,真空环境排除了贴膜与板材之间的空气,减少了气泡和皱纹的产生,进一步提高了贴合质量。PVC拱挤板的贴膜工艺操作流程相对复杂,但每一步都至关重要,直接关系到较终产品的质量和性能。利信塑业生产技术专业,研发能力雄厚,产品有质量保证。天津硬质PVC工装板定做

挤出成型是PVC工装板制作的关键环节。在挤出机中,混合好的物料被加热至熔融状态,并通过螺杆的挤压作用形成连续的板材。挤出机的螺杆结构、转速、温度等参数对板材的品质具有重要影响。螺杆结构需根据物料的特性和挤出机的型号进行合理设计,以确保物料在挤出过程中能够充分塑化和均匀分布。螺杆转速需根据挤出量和板材品质进行调整,转速过高可能导致物料过热和降解,转速过低则可能影响挤出效率和板材的均匀性。挤出温度需控制在适当的范围内,以确保物料能够顺利熔融和挤出,同时避免过热和降解现象的发生。天津硬质PVC工装板定做山东利信精选优良原材料,打造数条自动化专业板材生产线。

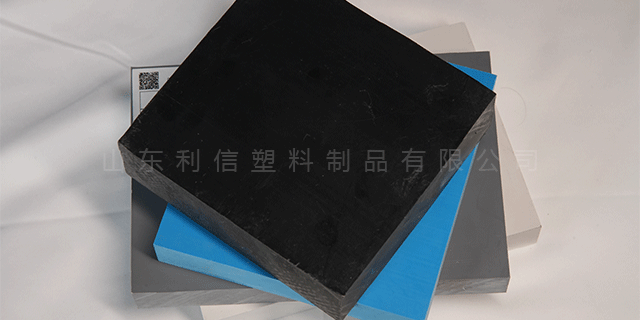
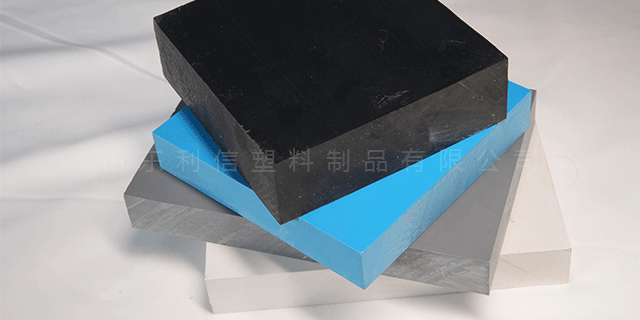
在广告制作中,PVC工装板常用于制作广告牌、指示牌等。一个尺寸为1220mm×2440mm、厚度为3mm的PVC工装板可以用于制作一个中等大小的广告牌。通过打印、切割和安装等工艺,可以制作出色彩鲜艳、内容丰富的广告内容。在建筑装饰中,PVC工装板常用于天花板、墙面装饰等。一个尺寸为2050mm×3050mm、厚度为6mm的PVC工装板可以用于装饰一个较大的墙面。通过拼接和安装等工艺,可以创建一个平整、美观的墙面装饰效果。在工业包装中,PVC工装板常用于保护工业设备、机器等免受损坏。
混合后的物料需要冷却至一定温度后才能进行挤出成型。挤出成型是PVC工装板生产中较关键的一步。在这个过程中,混合后的物料被送入挤出机中,通过螺杆的挤压作用将物料塑化并挤出成连续的板材。挤出机的温度、压力和速度等参数对较终产品的质量和性能具有重要影响。因此,在生产过程中需要严格控制这些参数以确保产品的稳定性和一致性。挤出的板材需要立即进行冷却定型以防止其变形或开裂。这个过程通常通过三辊压光机或水冷却装置来实现。冷却后的板材需要经过切割和包装等后续处理才能成为较终产品。山东利信践行厚道儒商精神,加强贸易台作,拓展行业市场。
PVC工装板的安装通常采用粘贴固定法、压条固定法或钉钉固定法等方式。粘贴固定法适用于平滑的墙面或顶面,需要使用的PVC胶水或双面胶进行粘贴。压条固定法适用于需要拼接的板材边缘,通过压条将板材固定在一起。钉钉固定法适用于木龙骨或木条档上的安装,需要使用镀锌圆钉或自攻螺丝进行固定。在安装过程中,需要注意保持板材的平整度和张力,避免变形和翘曲。同时,还需要注意安装位置的准确性和固定件的牢固性,确保板材在使用过程中不会脱落或松动。利信拥有专业高学历、高素质的人才队伍为产品的质量和服务保驾护航。天津硬质PVC工装板定做
山东利信塑料制品有限公司凝聚智慧和力量,为企业的发展腾飞推波助澜。天津硬质PVC工装板定做
在这个过程中,PVC树脂与各种助剂混合均匀后,被送入挤出机中。在挤出机的高温高压作用下,PVC材料被塑化并挤出成连续的板材。挤出机的模具设计对于截面纹理的形成至关重要。模具内部的形状和结构决定了挤出板材的截面形状和纹理特征。冷却定型过程:挤出的板材需要立即进行冷却定型以防止其变形或开裂。在这个过程中,板材的截面纹理进一步得到巩固和定型。冷却的速度和方式对于截面纹理的细腻度和均匀性具有重要影响。如果冷却速度过快或不均匀,可能会导致截面纹理出现变形或不规则的现象。天津硬质PVC工装板定做
- 河北硬质PVC工装板厂家 2026-03-06
- 惠州硬质PVC工装板多少钱 2026-03-05
- 甘肃PVC工装板定制颜色 2026-03-03
- 内蒙古硬质PVC工装板价格 2026-03-02
- 山西PVC工装板 2026-03-01
- 河北硬质PVC工装板定做 2026-03-01
- 河南硬质PVC工装板 2026-02-28
- 广西硬质PVC工装板定制 2026-02-28
- 四川PVC工装板多少钱 2026-02-28
- 烟台硬质PVC工装板价格 2026-02-28
- 天津PVC工装板批发 2026-02-27
- 枣庄硬质PVC工装板定做 2026-02-26