- 品牌
- HumiSeal,4A,东京测器
- 型号
- 齐全
氧杂质对热导率的影响:AIN极易发生水解和氧化,使氮化铝表面发生氧化,导致氧固溶入AIN晶格中形成铝空位缺陷,这样就会导致声子散射增加,平均自由程降低,热导率也随之降低。因此,为了提高热导率,加入合适的烧结助剂来除去晶格中的氧杂质是一种有效的办法。氮化铝陶瓷的烧结的关键控制要素:AlN是共价化合物,原子的自扩散系数小,键能强,导致很难烧结致密,其熔点高达3000℃以上,烧结温度更是高达1900℃以上,如此高的烧结温度严重制约了氮化铝在工业上的实际应用。此外,AlN表层的氧杂质是在高温下才开始向其晶格内部扩散的,因此低温烧结还有另外一个作用,即延缓烧结时表层的氧杂质向AlN晶格内部扩散,减少晶格内的氧杂质,因此制备高热导率的AlN陶瓷材料,低温烧结技术的研究势在必行。目前工业上,氮化铝陶瓷的烧结有多种方式,可以根据实际需求,采取不同的烧结方法来获得致密的陶瓷体,无论用什么烧结方式,细化氮化铝原始粉料以及添加适宜的低温烧结助剂能够有效降低氮化铝陶瓷的烧结温度。氮化铝还是由六方氮化硼转变为立方氮化硼的催化剂。衢州单晶氧化铝厂家直销
氮化铝基板材料热膨胀系数(4.6×10-6/K)与SiC芯片热膨胀系数(4.5×10-6/K)相近,导热率系数大(170-230W/m▪K),绝缘性能优异,可以适应SiC的应用要求,是搭载SiC半导体的理想基板材料。以往,氮化铝基板主要通过如下工艺制备:在氮化铝粉末中混合煅烧助剂、粘合剂、增塑剂、分散介质、脱模机等添加剂,通过挤出成型在空气中或氮等非氧化性气氛中加热到350-700℃而将粘合剂去除后(脱脂),在1800-1900℃的氮等非氧化性气氛中保持0.5-10小时的(煅烧)。该法制备氮化铝基板的缺陷:通过上述工艺制备出来的氮化铝基板材料,其击穿电压在室温下显示为30-40kV/mm左右的高绝缘性,但在400℃的高温下则降低到10kV/mm左右。在高温下具备优异绝缘特性的氮化铝基板的制备方法。通过该法可制备出耐高温氮化铝基板材料具有如下特点:氮化铝晶粒平均大小为2-5μm;热导率为170W/m▪K以上;不含枝状晶界相;在400℃下的击穿电压为30kV/mm以上。成都陶瓷氮化硼品牌高温自蔓延合成法的本质与铝粉直接氮化法相同,但该法不需要在高温下对Al粉进行氮化。
直接覆铜陶瓷基板是基于氧化铝陶瓷基板的一种金属化技术,利用铜的含氧共晶液直接将铜敷接在陶瓷上,在铜与陶瓷之间存在很薄的过渡层。由于AlN陶瓷对铜几乎没有浸润性能,所以在敷接前必须要对其表面进行氧化处理。由于DBC基板的界面靠很薄的一层共晶层粘接,实际生产中很难控制界面层的状态,导致界面出现空洞。界面孔洞率不易控制,在承受大电流时,界面空洞周围会产生较大的热应力,导致陶瓷开裂失效,因此还有必要进行相关基础理论研究和工艺条件的优化。活性金属钎焊陶瓷基板是利用钎料中含有的少量活性元素,与陶瓷反应形成界面反应层,实现陶瓷金属化的一种方法。活性钎焊时,通过钎料的润湿性和界面反应可使陶瓷和金属形成致密的界面,但残余热应力大是陶瓷金属化中普遍存在的问题。
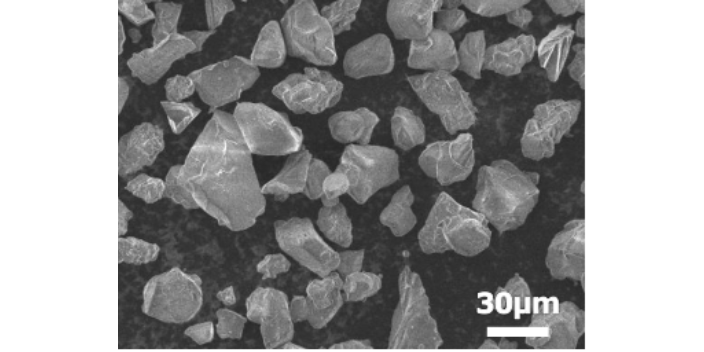
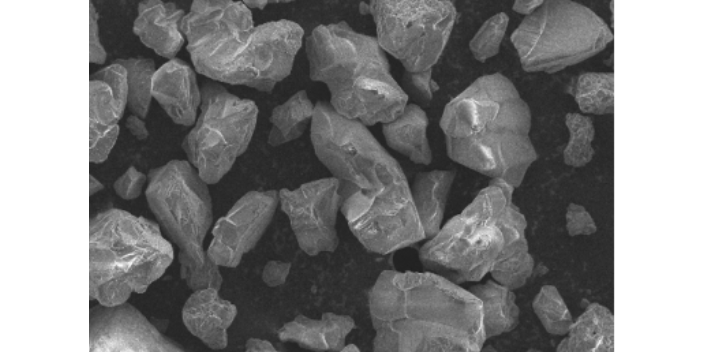
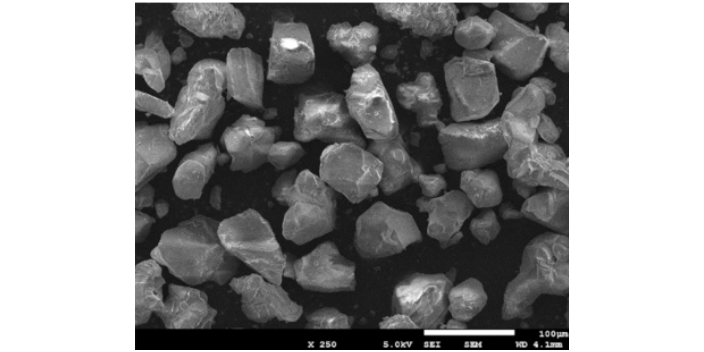
氮化铝陶瓷的制备技术:模压成型是应用很较广的成型工艺。其工艺原理是将经过喷雾造粒后流动性好的造粒料填充到金属模腔内,通过压头施加压力,压头在模腔内产生移动,模腔内粉体在压头作用力下产生颗粒重排,颗粒间空隙内气体排出,形成具有一定强度和形状的陶瓷素坯。通常压制的初始阶段致密化速率很高,初始阶段的压力通过颗粒间的接触,使包覆有粘结剂的颗粒滑动和重排,当进一步施压时,颗粒变形增加相互间的接触面,减少颗粒间的气孔,气体在加压过程中通过颗粒间迁移,很终通过模具间隙排出。氮化铝粉末纯度高,粒径小,活性大,是制造高导热氮化铝陶瓷基片的主要原料。
由于氮化铝具有与铝、钙等金属不润湿等特性,所以可以用其作坩埚、保护管、浇注模具等。将氮化铝陶瓷作为金属熔池可以用在浸入式热电偶保护管中,由于它不粘附熔融金属,在800~1000度的熔池中可以连续使用大约3000个小时以上并且不会被侵蚀破坏。此外,由于氮化铝材料对熔盐砷化镓等材料性能稳定,那么将氮化铝坩埚替代玻璃进行砷化镓半导体的合成,能够完全消除硅的污染而得到高纯度的砷化镓。氮化铝陶瓷拥有高硬度和高温强度性能,可制作切割工具、砂轮、拉丝模以及制造工具材料、金属陶瓷材料的原料。在实际产品中,氮化铝的晶体结构不能完全均均匀分布,并且存在许多杂质和缺陷。成都陶瓷氮化硼品牌
制约氮化铝商品化的主要因素就是价格问题。衢州单晶氧化铝厂家直销
粉末注射成型是将现代塑料注射成型技术引入粉末冶金领域而形成的一门新型近终形成型技术。据中国粉体网编辑了解,该技术的很大特点是可以直接制备出复杂形状的零件,而且由于是流态充模,基本上没有模壁摩擦,成型坯的密度均匀,尺寸精度高。因此,国际上普遍认为该技术的发展将会导致零部件成型与加工技术的一场**,被誉为“21世纪的零部件成型技术”。粘结剂是注射成型技术的重点,首先,粘结剂是粉末的载体,它在很大程度上决定喂料注射成型的流变性能和注射性能;其次,一种良好的粘结剂还必须具有维形作用,即保证样品从注射完成到脱脂结束都能维持形状而不发生变化。为了同时满足上述要求,粘结剂一般由多种有机物组元组成。衢州单晶氧化铝厂家直销
- 苏州绝缘氮化硼品牌 2024-05-24
- 丽水单晶氮化铝粉体品牌 2024-05-24
- 成都陶瓷氮化铝多少钱 2024-05-24
- 深圳绝缘氧化铝 2024-05-15
- 上海纳米氮化硼厂家直销 2024-03-30
- 温州纳米氮化铝商家 2024-03-30
- 广州导热氮化铝生产商 2023-11-12
- 上海电绝缘氮化铝品牌 2023-11-12
- 台州纳米氮化铝厂家直销 2023-11-12
- 衢州陶瓷氮化铝商家 2023-11-12
- 成都多孔氧化铝供应商 2023-11-12
- 天津高导热氧化铝多少钱 2023-11-12