
- 品牌
- 源桐合金电极
- 型号
- C17500、C18150、C15760
- 适用范围
- 电阻焊点焊、碰焊、滚焊
- 材质
- 铍钴铜、铬锆铜、氧化铝铜
- 产品别名
- 点焊电极、碰焊电极、滚焊电极
- 规格
- 按图定制
- 产地
- 深圳
- 厂家
- 源桐合金制品(深圳)有限公司
电极焊电极的操作步骤:1.准备电极:选择合适的电极材料,如铜、铜钨合金或银钨合金等。根据焊接需要,将电极加工成所需形状和尺寸。2.清洁工件:使用砂轮、钢丝刷等工具清洗工件表面的氧化膜、油污等,以确保焊接质量。3.装配工件:将工件放置在焊接夹具中,确保工件之间的相对位置准确无误。4.定位焊缝:在工件需要焊接的位置上,进行定位焊缝的操作。定位焊缝应短而牢固,以保证在焊接过程中不会脱落。5.焊接:将电极与工件接触,并施加适当的压力。然后通过电流的作用,使电极与工件之间的接触面熔化,形成焊缝。在焊接过程中,需要根据工件的材料、厚度等因素调整焊接参数,如电流、电压、焊接时间等。6.取出电极:在完成焊接后,将电极从工件中取出。7.检查焊缝质量:检查焊缝是否平整、牢固,是否存在气孔、夹渣等缺陷。如果存在缺陷,需要进行修整或重新焊接。8.清理现场:在完成焊接后,包括清理焊渣、废弃物等。以上是电极焊电极的操作步骤,在进行电阻焊操作之前,需要对电极进行预热和校准,以确保其在焊接过程中保持稳定。福建现代电阻焊电极交易价格
电阻焊电极
超声波检测:超声波检测可以确定完全未焊透(零件间有间隙时)、气孔、缩孔和裂纹。然而,“粘着”很难(一种没有渗透),主要是因为形成“粘着”的氧化膜的厚度远远小于超声波检测仪所能检测到的尺寸。06涡流检测:涡流检测可检测熔核尺寸和未焊透缺陷。其原理是利用已建立的熔核直径与焊接区导电率间的关系进行比较。如,铝合金点焊熔核为正常尺寸时,焊接区导电率比母材降低10%~15%,而发生未焊透时只降低5%~7%。工作时,探头放置在焊点表面,产生的交变磁场在零件之中感应出涡流,涡流的大小取决于熔核的大小。如果熔核减小,金属的导电性就会增加,这会引起探头—零件系统的电参数发生变化,导致输出电压相位发生变化,从而引起测量仪表的指针发生相应的偏转。无损检测新技术:电阻焊是一种机械化、自动化程度较高的高效、先进的焊接方法。焊接接头质量在线自动检测技术一直是其发展方向和研究热点。(1)点焊接头实时射线成像自动检测:在航空航天产品之中,很多结构件采用铝合金点焊,对焊点质量要求很高。由于点焊接头内部结构的特点,通过射线照相可以在底片之上发现焊接接头外部的缺陷。但其检测效率很低,周期长。采用实时成像方法可以较好地解决这一问题。。江苏二手电阻焊电极批量定制导电性、持续时间长、良好的焊接性和机械性能是满足电阻焊的基本条件。

电阻焊电极头检测方法超声波检测:超声波检测可以确定完全未焊透(零件间有间隙时)、气孔、缩孔和裂纹。然而,“粘着”很难(一种没有渗透),主要是因为形成“粘着”的氧化膜的厚度远远小于超声波检测仪所能检测到的尺寸。06涡流检测:涡流检测可检测熔核尺寸和未焊透缺陷。其原理是利用已建立的熔核直径与焊接区导电率间的关系进行比较。如,铝合金点焊熔核为正常尺寸时,焊接区导电率比母材降低10%~15%,而发生未焊透时只降低5%~7%。工作时,探头放置在焊点表面,产生的交变磁场在零件之中感应出涡流,涡流的大小取决于熔核的大小。如果熔核减小,金属的导电性就会增加,这会引起探头—零件系统的电参数发生变化,导致输出电压相位发生变化,从而引起测量仪表的指针发生相应的偏转。
在进行电阻焊电极的电流密度和热分布计算时,通常需要遵循以下操作步骤:1.确定电极材料:首先需要确定电极材料的电阻率、热导率、熔点等物理性质。这些性质将影响电流的传导和热量的产生。2.确定焊接参数:确定焊接时的电流、电压、电极压力、焊接时间等参数。这些参数将影响电流密度和热分布。3.建立模型:根据电极材料和焊接参数,建立适合计算电流密度和热分布的模型。可以使用有限元分析软件或其他数值计算工具进行建模。4.进行模拟计算:将模型输入到计算软件中,设置适当的边界条件和初始条件,进行模拟电极对焊接质量起着非常重要的作用,承担着传递焊接电流、焊接压力和散热等功能。

我公司生产的主要型号:49U,49S,UM-1,UM-5,钟振,半振。适用机型:封焊电极适用于日本Origin、美国BarchMark、科信1型、科信2型及韩国等压封设备。公司本着“以客户为中心”的宗旨,以现代化的管理、合理的价格、良好的信誉与多家企业建立了长期友好的合作伙伴关系。通过二十年来诚实守信和认真严谨的经营,已发展成多地区经营集设计、生产、加工、贸易、自动化工程为一体的集团化发展公司。源桐合金制品(深圳)有限公司将继续以客户需求为导向,不断提升产品质量和服务水平,为客户提供更优良的产品和解决方案。我们愿与各界朋友携手合作,共同推动产业的创新与发展。我们的联系方式如下:联系人:茅经理手机:邮箱:xingya@地址:深圳市宝安区航城街道九围社区九围第三工业区5号A1栋厂房3层。电阻是无极性的元件,焊接的时候是不用区分正负极的。天津本地附近电阻焊电极使用方法
电阻焊的三个要素是焊接电流、焊接压力和焊接时间。电阻焊接中一个重要部件影响这三种元素-电极的问题。福建现代电阻焊电极交易价格
电阻焊电极的优点包括:1.电阻焊加热时容间短、热量集中,故热影响区小,变形与应力也小,通常在焊后不必安排校正和热处理工序。2.电阻焊不需要焊丝、焊条等填充金属,以及氧、乙炔、氩等焊接材料,焊接成本低。3.电阻焊接相对操作简单,易于实现机械化和自动化,改善了劳动条件。4.电阻焊生产效率高,适合大批量生产。电阻焊过程中无噪声及有害气体,在大批量生产中,可以和其他制造工序一起编到组装线上。但闪光对焊因有火花喷溅,需要隔离。5.电阻焊接头冶金过程简单。熔核形成时,始终被塑性环包围,熔化金属与空气隔绝,因而冶金过程较为简单。焊接电极的优点可能因不同的焊接方法和具体电极设计而有所不同。如有其他问题,建议咨询专业焊接人士以获取更准确的信息。福建现代电阻焊电极交易价格
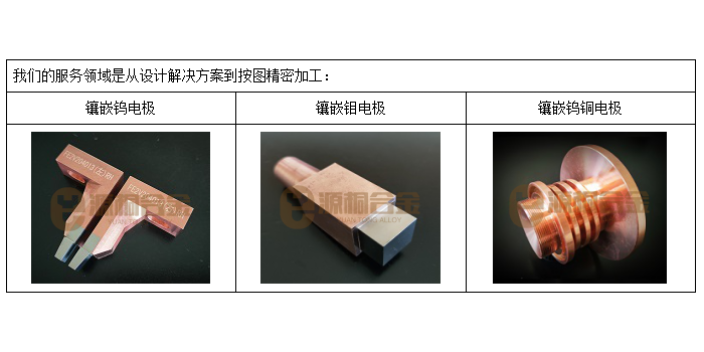
适用范围广:镶钨电极适用于各种高温高压环境下的电弧放电、电火花加工、等离子体切割等领域。总之,镶钨电极是一种高性能、高稳定性的电极材料,适用于各种高温高压环境下的电弧放电和等离子体切割等领域。电阻焊电极示例电阻焊是将被焊工件压缩在正负极间,利用大电流在工件与焊接接触面间产生的电阻热,将工件接触面加热至塑性或部分熔化状态,并在压力之下形成焊缝接头的焊接方法。源桐公司专业生产电阻焊电极。从原材料的生产,到机械加工成品电极,源桐在汽车点焊有将近20年的经验。我们可以不但提供标准电极,还可根据客户的图纸加工电极。我们擅长定制特殊材料的汽车点焊部件的焊接部件。我们的目标是帮助客户的电极延长使用寿...
- 江苏发展电阻焊电极定做价格 2024-06-28
- 江西常见电阻焊电极用途 2024-06-27
- 江西比较好的电阻焊电极结构 2024-06-26
- 福建现代电阻焊电极交易价格 2024-06-26
- 河南耐用电阻焊电极使用方法 2024-06-25
- 海南什么是电阻焊电极零售价 2024-06-24
- 河南常见电阻焊电极直径 2024-06-24
- 河南怎样电阻焊电极交易价格 2024-06-24
- 北京发展电阻焊电极生产企业 2024-06-23
- 北京二手电阻焊电极硬度 2024-06-23



- 江苏辅助电阻焊电极维修价格 2024-06-21
- 湖南日用电阻焊电极代加工 2024-06-20
- 湖南日用电阻焊电极零售价 2024-06-20
- 天津新款电阻焊电极收购价 2024-06-19
- 海南新款电阻焊电极使用方法 2024-06-19
- 江苏标准电阻焊电极硬度 2024-06-18



- 海南全自动钨铜触头专卖 06-28
- 河南靠谱的镶钨电极大概多少钱 06-28
- 江苏哪里有镶钨电极大概费用 06-28
- 海南现代镶嵌电极出厂价格 06-27
- 江西什么是钨铜触头哪里买 06-27
- 湖南好的镶嵌电极批发价 06-27
- 福建靠谱的镶嵌电极冲压 06-27
- 江西常见电阻焊电极用途 06-27
- 广东定做镶嵌电极二手价格 06-26
- 湖南发展镶钨电极特点 06-26