
故障案例与改善效果验证若设备历史存在因热变形导致的运行问题(如振动超标、轴承过热、密封泄漏),可通过“问题改善”间接验证热补偿模式的准确性:未补偿时的故障数据记录记录设备未启用热补偿时,热态运行的典型问题:如振动值(如电机轴承座水平振动≥)、轴承温度(如超过90℃)、运行周期(如每月因密...
泵轴热补偿对中仪基本参数
- 品牌
- HOJOLO,LEAKSHOOTER,SYNERGYS
- 型号
- 爱司500
- 类型
- 气体检漏仪
- 电源
- 220
- 加工定制
- 是
- 重量
- 1
- 产地
- 苏州
- 厂家
- 汉吉龙测控技术有限公司
泵轴热补偿对中仪企业商机
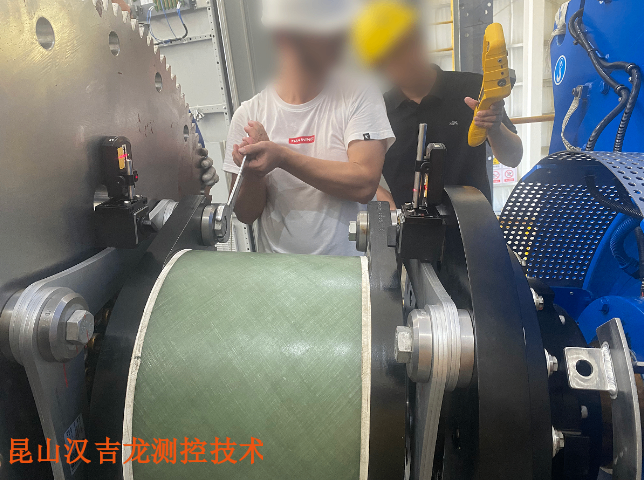
AS泵轴热补偿对中升级仪在实际应用中需结合设备特性、工况环境和操作流程,关注安装精度、环境适应性、模型匹配、操作规范等**问题,以确保热补偿效果和设备长期可靠性。装与校准:确保测量基准的准确性传感器布局合理性温度传感器需紧贴设备**热影响区(如轴承座、泵壳进出口法兰、电机端盖),避免安装在散热片、保温层外侧等非代表性区域;传感器线缆需固定牢固,减少振动导致的接触不良(建议采用不锈钢卡箍间距≤30cm固定)。激光测量单元(发射器与接收器)需与轴系同轴心安装,避免因安装偏斜导致的角度误差(可通过自带的水平气泡或倾角仪校准,水平度误差≤°);激光路径需避开遮挡物(如管道、阀门),确保光束无折射或散射干扰。冷态基准校准的严谨性冷态测量需在设备完全停机冷却至环境温度(通常停机≥8小时,温差≤5℃)时进行,避免残留温度导致初始偏差误判。需同步检测设备软脚问题(通过仪器软脚检测功能,单脚误差≤),软脚未消除会导致热态时设备姿态异常,直接影响补偿精度。 高温介质泵热补偿对中仪:介质温度实时传导,补偿动态跟进。泵轴热补偿对中仪使用视频
泵轴热补偿对中仪
热态模拟测试:验证补偿算法与热变形规律的匹配性热补偿模式的**是通过温度数据预测轴系热变形量,需通过热态模拟测试验证算法是否贴合设备实际热变形规律:分步升温模拟测试对设备进行“阶梯式升温”:从冷态开始,通过低负荷运行、外部加热(如加热带)或自然升温,使设备温度逐步升高(如每升温10℃停机一次)。每次温度稳定后,同步记录:SYNERGYS热补偿模式预测的“热态对中偏差”(基于当前温度计算的补偿量);实际停机后(温度未骤降前)用激光对中仪测量的“真实热态对中偏差”。对比两者偏差:要求预测值与实际测量值的偏差≤(径向)或≤°(角度),且趋势一致(如温度升高时,电机轴向上抬升的方向与预测一致)。全工况热态数据采集在设备满负荷运行、达到稳定热平衡(温度波动≤2℃/30min)后,持续记录:SYNERGYS实时输出的“热补偿后目标对中值”(即冷态时应预留的补偿量);此时用便携式对中仪(需适应高温环境)直接测量热态下的实际对中偏差。验证逻辑:若热补偿模式准确,冷态按补偿量调整后,热态实际对中偏差应接近理想值(如≤)。泵轴热补偿对中仪使用视频如何获取AS热膨胀智能对中仪的用户手册和培训资源?

高精度要求的**制造设备半导体晶圆加工设备的主轴系统这类设备对温度变化极其敏感(如温度波动1℃可能导致晶圆定位偏差±2μm)。HOJOLO-SYNERGYS模式通过微分段补偿(如每10℃为一个补偿段)和实时温度场监测,例如:技术创新:集成红外热像仪(分辨率160×120像素),实时生成轴系温度分布云图,系统根据温度梯度动态调整补偿参数,在20-30℃范围内实现,满足晶圆切割±5μm的位置精度要求。精密机床的高速电主轴例如五轴联动加工中心的主轴(转速>20,000rpm),运行时轴承温升可达40℃以上。分段模式通过动态-静态双补偿机制,例如:补偿策略:静态对中时按预设温度段(20-30℃、30-40℃、40-50℃)补偿热伸长量,动态运行时结合振动传感器数据(频率范围10Hz-10kHz),实时修正补偿值,确保主轴径向跳动≤。
标准规范与行业对比验证参考行业对中标准或同类设备案例,验证补偿逻辑的合理性:行业标准对比对照API686(泵对中标准)、ISO1940-1(旋转机械平衡标准)中关于热态对中的要求,检查SYNERGYS热补偿后的对中偏差是否符合规范(如热态最大允许偏差≤0.1mm/m)。同类设备类比对同型号、同工况的设备(如同一生产线的多台泵组),分别用SYNERGYS热补偿模式和其他成熟热补偿对中仪(如普卢福S-670)计算补偿量,对比两者结果的一致性(偏差≤0.03mm/m)。关键验证指标总结AS热膨胀智能对中仪的操作界面是否支持多语言?
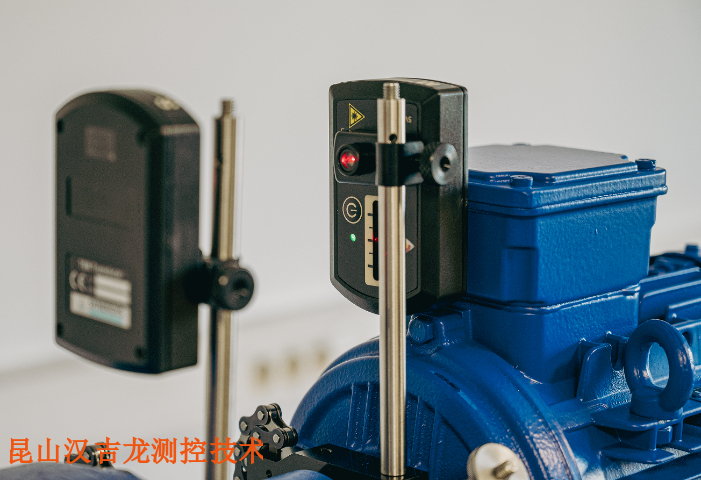
AS热膨胀智能对中仪有多个型号,以下是一些常见的型号及其特点:AS500激光精密对中校正仪:采用法国原厂激光传感技术,测量精度达±,角度测量精度为±°。集成了ICP/IEPE磁吸式加速度计,可同步采集振动速度、加速度及CREST因子等参数,拥有。还集成了红外热像仪,热灵敏度<50mK,测温范围在-10℃-400℃。通过双激光束实时监测设备热膨胀,自动修正冷态对中数据,热态偏差≤±。ASHOOTER激光轴对中仪:采用635-670nm半导体激光发射器与30mm高分辨率CCD探测器,测量精度达±。ASHOOTER+激光轴对中仪:是ASHOOTER的升级型号,可选配内置材质数据库,支持输入钢、铸铁等20多种材料的热膨胀系数,自动计算热态对中补偿值。AS100激光对中仪:价格相对较低,约为AS500的1/3,适合预算有限但需基础诊断功能的企业。具有激光对中以及基础振动分析功能,适应普通工业环境。 AS热膨胀智能对中仪的操作复杂吗?多功能泵轴热补偿对中仪定做
AS热膨胀智能对中仪的精度等级是如何划分的?泵轴热补偿对中仪使用视频
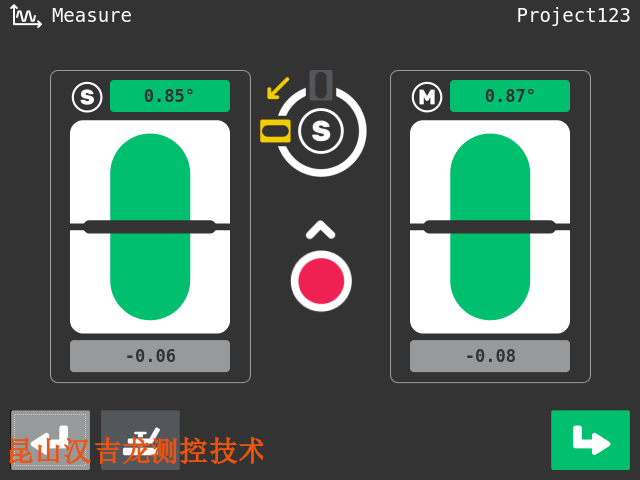
AS泵轴热补偿激光校准仪在可视化热补偿过程方面具有***优势,能让调整更加直观,主要体现在以下几个方面:3D动态视图实时显示:AS校准仪配备,可通过3D动态视图实时展示轴对中状态。以绿、黄、红三色直观标记轴同心度偏差范围,操作人员能清晰掌握设备状态,如绿色表示偏差在允许范围内,黄色表示接近偏差极限,红色则表示偏差超出允许范围,需要进行调整。直观的调整指引:在水平方向调整时,仪器会自动计算所需垫片厚度,并在屏幕上显示,操作人员可根据提示直接进行垫片的增减操作;垂直校正时,仪器会生成详细的调整量建议,包括调整的方向和具体数值,以可视化的方式引导操作人员进行精确调整,极大地提升了对中操作的效率与准确性。热补偿数据可视化:AS校准仪可通过双激光束实时监测设备热膨胀,自动修正冷态对中数据。同时,仪器会将热补偿的相关数据,如温度变化引起的轴的膨胀或收缩量、热态偏差值等进行可视化展示,让操作人员清楚了解热膨胀对轴对中的影响以及补偿的效果。红外热像辅助判断:部分型号的AS校准仪集成了红外热像仪,如AS500集成了FLIRLepton160×120像素红外热像仪。通过红外热像图,操作人员可以直观地看到设备各部位的温度分布情况。泵轴热补偿对中仪使用视频
与泵轴热补偿对中仪相关的文章

汉吉龙测控泵轴热补偿对中仪价格
- 经济型泵轴热补偿对中仪演示 2026-05-10
- 电机泵轴热补偿对中仪多少钱 2026-05-09
- 激光泵轴热补偿对中仪定做 2026-05-05
- 设备泵轴热补偿对中仪调试 2026-05-05
- 耦合泵轴热补偿对中仪的作用 2026-05-04
- 10米泵轴热补偿对中仪使用方法图解 2026-05-04
- 昆山泵轴热补偿对中仪写论文 2026-05-04
- 机械泵轴热补偿对中仪使用视频 2026-05-03
- 振动泵轴热补偿对中仪使用视频 2026-05-01
- 瑞典泵轴热补偿对中仪企业 2026-04-30
- 泵轴热补偿对中仪贴牌 2026-04-30
- 国产泵轴热补偿对中仪图片 2026-04-28
与泵轴热补偿对中仪相关的产品



与泵轴热补偿对中仪相关的新闻
-
无线泵轴热补偿对中仪连接 2026-04-19 06:02:50验证汉吉龙(HOJOLO)SYNERGYS热补偿对中仪模式的准确性,需要结合设备实际运行特性、数据对比分析、现场测试验证等多维度手段,确保其热补偿算法能真实反映设备在温度变化下的轴系对中偏差。以下是具体验证方法和关键步骤:一、基础校准:验证仪器硬件与冷态对中精度热补偿模式的准确性依赖于仪...
-
工业泵轴热补偿对中仪使用方法图解 2026-04-18 05:03:03标准规范与行业对比验证参考行业对中标准或同类设备案例,验证补偿逻辑的合理性:行业标准对比对照API686(泵对中标准)、ISO1940-1(旋转机械平衡标准)中关于热态对中的要求,检查SYNERGYS热补偿后的对中偏差是否符合规范(如热态最大允许偏差≤0.1mm/m)。同类设备类比对同型号、同工况的...
-
泵轴热补偿对中仪工作原理 2026-04-18 10:02:48标准规范与行业对比验证参考行业对中标准或同类设备案例,验证补偿逻辑的合理性:行业标准对比对照API686(泵对中标准)、ISO1940-1(旋转机械平衡标准)中关于热态对中的要求,检查SYNERGYS热补偿后的对中偏差是否符合规范(如热态最大允许偏差≤0.1mm/m)。同类设备类比对同型号、同工况的...
-
泵轴热补偿对中仪使用视频 2026-04-17 12:02:27AS泵轴热补偿对中升级仪在实际应用中需结合设备特性、工况环境和操作流程,关注安装精度、环境适应性、模型匹配、操作规范等**问题,以确保热补偿效果和设备长期可靠性。装与校准:确保测量基准的准确性传感器布局合理性温度传感器需紧贴设备**热影响区(如轴承座、泵壳进出口法兰、电机端盖),避免安装...
与泵轴热补偿对中仪相关的问题
新闻资讯
产品推荐
-

瑞典激光对中仪供应商
2026-05-15 -

山东国产激光对中仪
2026-05-15 -
无线激光对中仪器公司
2026-05-15 -

HOJOLO激光对中仪特点
2026-05-15 -

ASHOOTER联轴器对中仪工作原理
2026-05-15 -
智能化激光对中仪器图片
2026-05-15 -

北京往复式激光对中仪
2026-05-14 -

山西激光轴校准仪
2026-05-14 -

振动激光轴校准仪厂家排名
2026-05-14