
复杂工况下的精度稳定性优势激光对中仪的**优势还体现在动态补偿与抗干扰能力上,这是传统工具难以实现的精度保障机制:环境适应性补偿:**机型(如AS500)集成温度传感器(精度±0.5℃),可实时补偿-20℃~50℃范围内的热胀冷缩误差。例如在钢铁厂高温环境中,轴系热膨胀导致的0.1mm径向偏移可被系...
激光联轴器对中仪基本参数
- 品牌
- HOJOLO,LEAKSHOOTER
- 型号
- AS500
- 类型
- 激光对中仪
- 重量
- 1
- 产地
- 苏州
- 厂家
- 汉吉龙测控技术有限公司
激光联轴器对中仪企业商机
即使采用抗振机型,操作不当仍可能导致精度不达标,需遵循以下规范:1.精度验证方法动态数据一致性检查:连续采集5组对中数据,若位移偏差波动≤0.003mm(工业抗振级机型),则判定振动干扰已有效抵消;外部基准对比:用高精度千分表(精度0.001mm)同步测量对中偏差,若激光仪数据与千分表差值≤0.005mm,则精度达标。2.关键操作要点安装位置优化:传感器需安装在距联轴器≤50mm处,避免振动放大效应(如轴端振动在300mm处会放大2-3倍);软脚与预调平:先消除设备软脚(地脚间隙>0.05mm需调整),确保基座水平误差<0.02mm/m,减少振动导致的设备整体晃动;参数预置补偿:对于热态高振动设备(如汽轮机),需预置热膨胀补偿量(0.20-0.30mm),避免冷态校准后热态运行时偏差超标。激光联轴器对中仪的校准精度能否满足 ISO 国际标准要求?爱司激光联轴器对中仪贴牌
激光联轴器对中仪
激光联轴器对中仪的动态补偿技术,是通过多传感数据融合、实时算法修正、工况模型适配三大**机制,抵消设备运行中振动、温度变化、安装偏差等动态干扰,维持校准精度的稳定性。以HOJOLOAS500等**型号为例,其技术原理可拆解为“干扰感知-数据处理-偏差修正”的全流程闭环,具体工作机制如下:一、动态干扰的多维度感知:传感器矩阵实时捕捉异常信号动态补偿的前提是精细识别干扰源,仪器通过集成多类型传感器,构建***干扰监测体系:双激光束对比传感:采用635-670nm双半导体激光发射器,两束激光平行投射至CCD探测器(分辨率达)。当设备振动(如中高转速下的轴系共振)导致测量单元偏移时,两束激光的光斑偏移量会产生微小差异,系统通过计算差值剔除共性振动干扰(如支架共振引发的同步偏移),*保留轴系真实对中偏差。例如在3000rpm压缩机校准中,单激光测量可能因振动产生±,双激光对比可将误差压缩至±。数字倾角仪实时监测:内置高精度倾角传感器(精度±°),持续检测测量单元的安装姿态变化,主要针对两类偏差:一是软脚偏差(地脚螺栓松动或基础沉降导致的轴系倾斜),当倾角变化超过°时,系统自动计算倾斜角度对激光光路的影响,修正径向偏差数据。昆山激光联轴器对中仪装置校准过程中突发断电,激光联轴器对中仪可自动保存已采集数据。

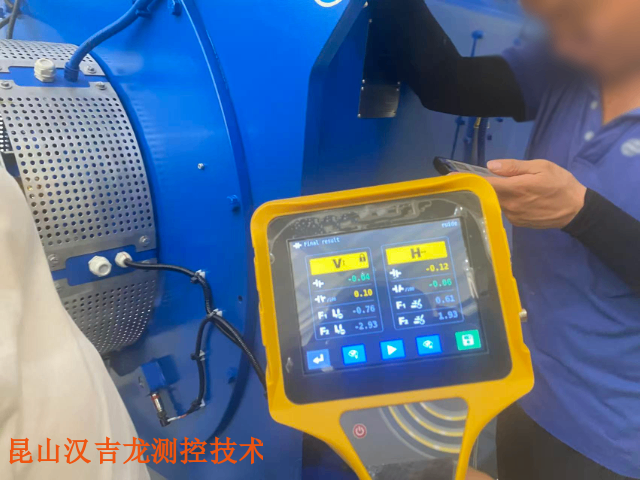
多维偏差精细测量基于柔性联轴器的三维偏差特性(径向、角向、轴向复合偏差),采用“时钟法”完成全维度数据采集:测量点位选择:基础模式:转动轴系至12点、3点、6点三个位置(共旋转180°),每次停稳后按下测量键,HOJOLO设备通过双激光束+CCD探测器(1280×960像素)捕捉偏差数据;动态模式:针对高转速柔性联轴器(如3000rpm以上),启用HOJOLO的“动态捕捉”功能,实时采集运转中弹性体的形变偏差(采样频率100Hz);数据计算:设备自动生成偏差报告,例如某弹性联轴器测量结果显示:径向偏差0.12mm、角向偏差0.5°、轴向偏差0.08mm,系统同步标注各偏差是否超出设备允许阈值。
在复杂工业场景中,动态补偿技术的作用尤为***,以下为两类典型案例:高温压缩机校准:某石化厂丙烯压缩机(运行温度80℃,转速3000rpm),未启用动态补偿时,冷态校准的径向偏差为0.01mm,但热态运行时因轴系热膨胀,实际偏差达0.035mm;启用AS500的热膨胀补偿与双激光振动补偿后,冷态校准预留0.009mm热膨胀量,热态实际偏差控制在0.012mm内,轴承寿命延长80%。高振动泵组校准:某电厂给水泵(转速1500rpm,振动幅值0.3mm/s),单激光测量显示径向偏差0.025mm,启用双激光对比补偿后,剔除支架共振干扰,真实偏差*0.008mm,调整后振动幅值降至0.1mm/s以下。激光联轴器对中仪的动态补偿技术,本质是通过“传感器感知干扰-算法剥离噪声-实时修正偏差”的协同机制,将工况动态变化对校准精度的影响降至比较低。HOJOLO等品牌的**型号通过多技术集成,已实现对振动、温度、安装偏差等多类型干扰的精细补偿,确保在复杂工况下仍能输出可靠的对中数据。激光联轴器对中仪校准柔性联轴器的精度是多少?

通过以下措施可及时发现并抑制漂移:定期验证精度:使用厂家提供的标准轴系校准件(预设已知偏差),若测量结果与预设值差值>±0.002mm,说明存在明显漂移;或对比机械测量法(如百分表)结果,若偏差>仪器标称精度的1/2,需立即校准汉吉龙测控技术。规范维护流程:每3-6个月清洁光学元件、检查支架紧固性;在高温、高振动场景下,可加装隔热罩、减振垫,并启用设备自带的热膨胀补偿、振动滤波功能(如AS500的双光束动态补偿)。强制周期校准:遵循HOJOLO官方建议,**型号每12-24个月、中端及以下型号每6-12个月送厂或由认证机构复校,确保精度始终处于标称范围内汉吉龙测控技术。HOJOLO激光联轴器对中仪长时间使用后必然存在精度漂移风险,但通过选择**型号、规范维护及定期校准,可将漂移量控制在允许范围内,避免对测量结果产生***影响。激光联轴器对中仪新手操作时,能保证校准精度不降低吗?常见激光联轴器对中仪制造商
激光联轴器对中仪针对柔性联轴器,校准精度是否适用?爱司激光联轴器对中仪贴牌
**技术的差异根源精度差异的**在于硬件配置与算法设计的层级化:激光技术方案:**型号采用双激光束实时补偿技术,可抵消振动、温度漂移导致的偏差;而基础型号可能*配置单激光源,受光束发散角和探测器尺寸限制,长距离测量时误差累积更明显。传感器与算法:AS500等**型号集成数字倾角仪和动态补偿算法,能自动修正热膨胀、软脚误差(如某炼油厂案例中地脚调整量精确至0.71mm);中端及以下型号可能缺乏动态补偿功能,在环境波动或设备运行状态变化时,精度稳定性会下降。组件质量:**型号选用高稳定激光器(如双频激光干涉技术)和高精度光学元件(低畸变反射镜、透镜),而基础型号可能采用普通半导体激光器,波长和功率波动对精度的影响更大。爱司激光联轴器对中仪贴牌
与激光联轴器对中仪相关的文章

激光激光联轴器对中仪厂家
- 租用激光联轴器对中仪现状 2026-03-08
- 经济型激光联轴器对中仪找正方法 2026-03-07
- 多功能激光联轴器对中仪厂家排名 2026-03-06
- 新一代激光联轴器对中仪价格 2026-03-06
- 国内激光联轴器对中仪企业 2026-03-06
- 机械激光联轴器对中仪使用方法图解 2026-03-06
- 工厂激光联轴器对中仪特点 2026-03-05
- 昆山激光联轴器对中仪多少钱 2026-03-05
- ASHOOTER激光联轴器对中仪制造商 2026-03-05
- 爱司激光联轴器对中仪贴牌 2026-03-04
- ASHOOTER激光联轴器对中仪维修 2026-03-04
- S和M激光联轴器对中仪图片 2026-03-03
与激光联轴器对中仪相关的产品




与激光联轴器对中仪相关的新闻
-
教学激光联轴器对中仪校准规范 2026-03-02 15:03:42激光对中仪需通过多维度技术设计抵消振动干扰,**保障机制包括:1.光学系统抗振设计双激光束逆向测量:相较于单激光,双光束可通过相位差补偿振动导致的光斑漂移,例如ASHOOTER系列采用635-670nm半导体激光器,长距离(10m)测量时光斑偏移量从单激光的0.003mm/米降至0.001mm/米;...
-
经济型激光联轴器对中仪技术参数 2026-03-02 13:03:54际应用中需通过“双重验证”确认数据有效性,避免误判“不一致”为仪器故障:1.实时数据稳定性监测动态波动阈值:若连续5次测量的位移偏差≤0.005mm(**机型)或≤0.01mm(普通机型),且角度偏差≤0.002°,则判定数据一致(处于重复性允许范围);趋势分析:若数据呈单向漂移(如每次测量递增0....
-
国产激光联轴器对中仪公司 2026-03-01 12:03:28短时间内(如10分钟内连续测量)数据波动主要源于三类干扰,其影响程度与控制方法如下:1.仪器自身稳定性光学系统漂移:单激光机型因光束发散角(通常0.1mrad)导致长距离(≥3m)测量时,光斑偏移可能达0.003mm/米,而双激光机型通过交叉验证可将漂移量控制在0.001mm/米内;电子元件噪声:探...
-
ASHOOTER激光联轴器对中仪使用方法图解 2026-03-01 16:09:47实验室标定的精度数值会因现场工况产生衰减,不同环境下的精度变化范围可参考以下数据:温度影响:常温(20±5℃)下精度保持率100%;高温(100℃以上)未带热补偿功能的设备,精度衰减30%-50%(如±0.001mm级设备可能降至±0.0015-0.002mm),而带热补偿的HOJOLOASHOOT...
与激光联轴器对中仪相关的问题
新闻资讯
产品推荐
-

教学便携同心度检测仪哪家好
2026-03-29 -

红外振动激光对中仪定做
2026-03-29 -

三合一联轴器对中服务贴牌
2026-03-29 -

电机镭射主轴对准仪贴牌
2026-03-29 -

马达激光对中服务图片
2026-03-29 -
振动便携同心度检测仪多少钱
2026-03-29 -
AS便携同心度检测仪现状
2026-03-29 -
电机联轴器激光对中仪厂家排名
2026-03-29 -

山东手持式疏水阀检测仪
2026-03-29