浦绿倍(上海)环保科技为您提供专业的微量润滑准干式切削方案。,在切削加工条件不变的情况下,使用微量润滑技术降低加工成本的的思路是优化加工工艺路线:(1)加工程序及加工参数:切削工具路径、进给量、切削深度、切削速度。(2)切削工具:几何形状、材料、涂层技术。(3)装夹系统:装夹方式及效率、夹紧位置、夹紧精度、夹紧力。(4)被加工材料:毛坯状态、材料特性。(5)机床:机床转速。加工任何工件都需要全方面考虑如何降低加工成本,因此根据加工工艺优化路线的方法,先从容易实现的方面着手,按照加工程序及加工参数、切削工具、装夹系统、被加工材料、机床的顺序调整优化。经济效益:1.降低加工成本:MQL润滑技术是润滑油全消耗型润滑技术,所以没有废液处理费用,包括切削液采购、仓储、运输和处置相关费用。2.全方面节省切削液冷却时冷却泵的电力消耗。机械3.工艺优化完成后,切削工具寿命可期望延长4.工件后续的清洁/清洗可免除,带来节约5.干的铁屑可以作为可回收物回收6.消耗量约为湿切的1/30,成本约为湿切的54%7.能源消耗降低,平均节能(和传统切削液加工比较)环境效益:(1)保护环境:加工环境大为改观,实现车间可吸入颗粒符合标准。 浦绿倍微量润滑可基本保持工件尺寸。江苏正规微量润滑准干式切削哪个好

浦绿倍公司喷雾冷却的机理切削液在金属切削中主要起两个作用,一个作用是润滑。另一个是冷却。切削液是否能充分发挥其有效的润滑作用,其渗透能力是重要的因素。1、用微润滑装置代替冷却液润滑后,可以省去切削液的回收,并且实现了环保的零排放。2、与普通的微润滑相比,**温微润滑没有油雾,减少了油雾对环境和人的危害。3、使用极少量的润滑剂。4、提高进给速度,提高工件加工的生产效率,缩短加工时间约30-50%;5、将切削工具的寿命延长2-3倍;6、提高了加工工件的表面精度;微润滑是目前的技术国内使用仍相对较少,浦绿倍(上海)环保科技有限公司通过风冷技术与微润滑相结合,比较大限度地发挥了微润滑的作用,并解决了影响油雾对环境造成的微润滑作用。天津口碑好微量润滑准干式切削怎么样浦绿倍微量润滑融合了干式切削与传统湿式切削两者的优点。
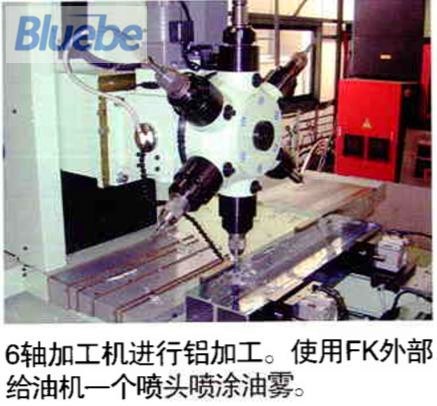
浦绿倍微量润滑应用于加工中心优势:1.与加工中心的高速切削相适应加工中心为高速、有效加工设备,不论是运转速度还是反应速度都非常快捷,因此配套的微量润滑系统也需要具有较快的反应时间。多普赛微量润滑系统可做到开机即有,反应及时。2.降低成本微量润滑中润滑剂的耗量大约为湿式切削润滑剂耗量的万分之一,降低了润滑剂的成本。同时微量润滑系统动力为压缩空气,与切削液循环系统相比能源消耗也很大降低。另一方面,微量润滑替代切削液系统后,省去切削液系统,机床制造成本直接降低。3.环境改善应用微量润滑不会出现使用切削液时乳化液飞溅的情况,对工作环境和机床本身的清洁都可起到保护作用。4.整体效率的提升微量润滑加工为准干式机械加工,可省去湿切加工时的工件清洗程序,缩短工艺链,提高生产线的整体效率。
平衡机在机械中已大量应用,而对它的润滑方式也十分重要,传统润滑方式一般就采用油润滑,但是在去重过程中,切屑非常容易掉落并卡在轴瓦上,从而影响去重平衡的精度。如果平衡机轴瓦采用微量润滑技术,那么就能够有效解决这个问题,还会获得多方面的好处:1、采用微量润滑油雾技术,能够减少油品的消耗,既节能又环保。2、微量润滑系统运行的成本是非常低的,是以压缩空气为动力的,能耗低。3、可以减免采用油润滑时切屑卡在轴瓦和轴颈之间而引起的损伤等问题。4、能够给钻头提供良好的切削润滑,提高钻头的使用寿命。相比较传统的润滑方式,微量润滑的优点可谓诸多,为保证微量润滑效果以下两点需要特别注意:1、使用干燥稳定的气源:气源压力的稳定是微量润滑装置正常运行的重要因素。微量润滑装置的动力源是压缩空气,所以压缩空气压力的稳定非常重要。压缩空气中的水分会直接影响雾化效果,进而影响润滑效果,所以气源压力的稳定和气源的干燥十分重要。2、平衡机轴瓦油雾输出通道尺寸的设计十分关键,其合理性直接影响到轴瓦润滑的效果。对于轴瓦的设计,在实际的应用上,轴瓦的设计通道不需要太大,一般可根据轴颈大小进行相应的计算。浦绿倍微量润滑为您提供专业咨询。浦绿倍微量润滑废液的排放大幅度降低。

目前国外已经对金属切削加工领域所使用的油品有明确要求,而国内机加工领域使用MQL技术还处于起步阶段,由于微量润滑加工润滑油雾化为是0.5-10微米的油悬浮颗粒,因此选择微量润滑油时应该首先考虑油品的健康环保特性。 在确保油品对人体健康无害的前提下,需要考虑油品在切削加工中的润滑及雾化特性,其中首先要考虑油品要低粘度,只有低粘度的润滑油才能在不加热的情况下雾化成微米级范围的超细悬浮颗粒,同时能实现长距离输送且不受机床高转速的影响。使用矿物油有诸多弊端,首先很难在不加热的条件下雾化,即使加热也无法达到超细颗粒的雾化效果,矿物油雾化后不易在小通道内远距离输送,很容易形成油滴,尤其会影响在主轴内的输送容易造成管道积油,而终端润滑效果差。原因是形成大颗粒的油雾会受机床主轴离心力的影响。微量润滑条件下的切削加工相对切削液来讲润滑油耗量大幅度降低,每小时的消耗量在50ml/h以下,相比传统的加热型油雾润滑系统的消耗量大幅降低。浦绿倍(上海)环保科技为您提供专业的微量润滑准干式切削方案。 浦绿倍微量润滑使生产效率提高,有效降低生产费用。四川正规微量润滑准干式切削市场价
浦绿倍微量润滑是一种金属加工的润滑方式。江苏正规微量润滑准干式切削哪个好
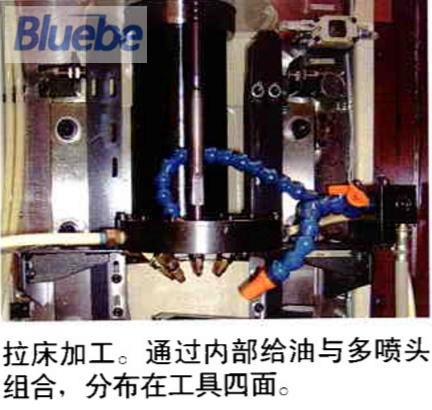
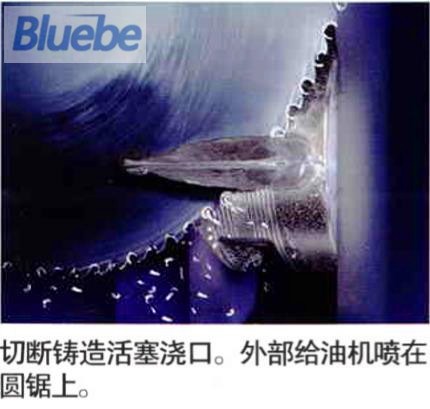
浦绿倍微量润滑**油LB-1是微量润滑**油厂家浦绿倍(上海)环保科技有限公司的主打油剂。它能用于钢材、不锈钢、难切材料、有色金属等加工,具有高粘度。适合需要高润滑性的重切割加工,**适合拉床加工、滚压成型加工、铜与钢的切断、模具钢和耐热合金的铣加工。浦绿倍微量润滑**油配合微量润滑装置使用,对加工现场环境没有任何负作用,对人体没有任何伤害。与传统水溶性切削液相比,浦绿倍微量润滑**油具有的润滑性很大减少切削加工过程中的摩擦,使加工工具发热程度降低从而延长加工工具寿命和提高工件表面质量。微量润滑产品通过减少传统冷却系统的维护、脏乱,从而得到干净整洁的工作环境。这些优点提高了工作效率、改善了产品的质量、降低了企业生产成本。微量润滑加工对您带来的经济效益:1、微量润滑装置取代冷却液润滑系统后,可以省去切削液回收装置;2、使用极其少量的润滑油,形象的说,一个班按8小时计算,所消耗的油量约为一次性杯子大小;3、提升进给量,提高了工件加工生产效率,加工时间缩短约20-70%;4、延长加工工具寿命2—3倍;5、提高了加工工件的表面精度;6、Bluebe微量润滑系统的动力全部来源于加工现场的压缩空气,无电力损耗。 江苏正规微量润滑准干式切削哪个好
在一个加工过程的寿命周期操作成本中,冷却液成本大约占15%。这种成本不断上升。它包括与采购、...
【详情】目前金属切削加工行业有干式切削加工、微量油雾润滑加工、切削油浇灌式润滑加工、低温微量润滑加工等形...
【详情】浦绿倍(上海)环保科技有限公司是日本富士BC技研株式会社在中国设立的全资子公司。浦绿倍是浦绿...
【详情】浦绿倍(上海)环保科技有限公司是日本富士BC技研株式会社在中国全资子公司,从1972年开始专...
【详情】浦绿倍(上海)环保科技有限公司是日本富士BC技研株式会社在中国设立的全资子公司。浦绿倍是浦绿倍(上海...
【详情】浦绿倍微量润滑内冷装置EB3型(简易型)油雾输送使用加工中心内部管道使油雾通过带油孔喷嘴的切削工具喷...
【详情】机加工微量润滑的冷却机理微量润滑机械加工的冷却主要依靠压缩空气的流动性带走热量,其效果弱于切削液,因...
【详情】目前金属切削加工行业有干式切削加工、微量油雾润滑加工、切削油浇灌式润滑加工、低温微量润滑加工等形...
【详情】浦绿倍公司喷雾冷却的机理切削液在金属切削中主要起两个作用,一个作用是润滑。另一个是冷却。切削液是否能...
【详情】浦绿倍(上海)环保科技为您提供专业的微量润滑准干式切削方案。,在切削加工条件不变的情况下...
【详情】浦绿倍微量润滑的好处有 1,废弃物削减,削减加工油及加工产生的废弃物处理量及管理工件数量。,2、改善...
【详情】微量润滑也叫做**小量润滑,是一种金属加工的润滑方式,即半干式切削,指将压缩气体(空气、氮气、...
【详情】