PC-based控制系统基于计算机平台开发,具备更强的运算能力与拓展性,支持复杂纹路编程、3D图形导入、远程控制、数据统计与分析等功能,可适配大型数控车花机与多机联动生产线,能实现大批量、复杂纹路的自动化加工,适合大中型医疗器械制造厂、腕表加工厂等规模化生产场景,但操作门槛相对较高,需要操作人员具备一定的计算机操作与编程基础。PLC控制系统主要用于手动车花机的升级改造与简易数控车花机,功能相对简单,主要实现主轴转速、进给速度的基础控制,具备操作便捷、成本低廉的优势,适合小型工作室、个人创业者等对自动化程度要求不高的场景,可满足基础的精密纹理加工需求。新一代节能电机较传统机型降低能耗约20%,符合低碳要求。首饰车花机操作简不简单
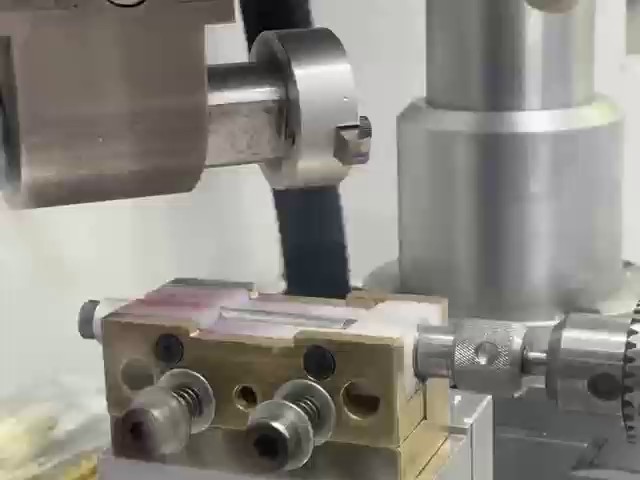
车花机的结构由机械部件与控制系统两大部分组成,各部件协同工作,确保加工过程的精细性与稳定性,不同部件的质量与性能直接影响终的加工效果。机械部件主要包括主轴、刀架、夹具、导轨、滚珠丝杠等组件,其中主轴是车花机的动力,负责带动刀具高速运转,其转速稳定性直接决定纹路的光滑度与均匀度,现代数控车花机的主轴多采用伺服电机驱动,转速调节范围广,运行平稳,能够适配不同材质的加工需求。刀架用于固定刀具,可根据加工需求更换不同规格、材质的刀具,如金刚石刀具适用于高硬度材质加工,普通高速钢刀具适用于贵金属加工,刀架的定位精度直接影响纹路的精细度。首饰车花机操作简不简单自动化车花技术大幅减少人工干预,提升生产效率。

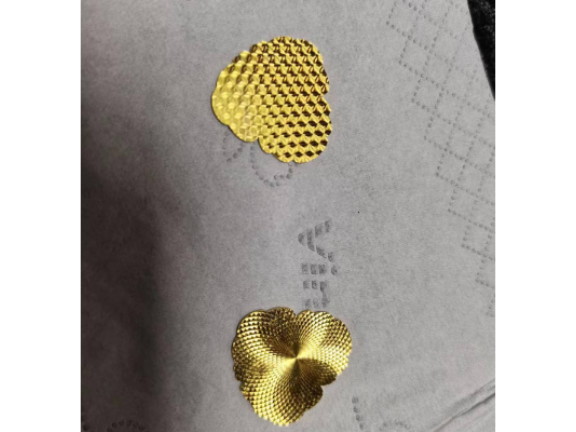
车花工艺的质量检验具有明确的标准。检验通常在充足光源下进行,使用放大镜观察纹路是否清晰、均匀,有无断线或深浅不一的现象。对于有对称要求的花纹,需使用测量仪器比对关键尺寸。由于车花表面极易残留指纹与灰尘,检验时常佩戴手套并使用用擦拭布。行业普遍接受的外观标准允许在特定放大倍数下存在微小且不连续的个体差异,这与设备固有精度及材料微观不均匀性有关。建立公认的检验样板有助于统一供需双方的质量认知。维护保养是确保车花机长期稳定运行的关键。日常保养包括加工后清理工作区域残留金属屑、检查气源或冷却液管路密封性。定期保养则涉及导轨润滑、传动系统检查以及数控系统备份。钻石刀具需按实际使用时长记录,并在达到建议寿命前更换,以避免因刀具钝化导致图案模糊或材料撕裂。设备制造商通常会提供详细的保养计划表,遵循该计划可有效预防非计划停机,维持加工质量的一致性。
员工的技能培训是发挥车花机的MAX效能的关键投入。一名合格的操作员不仅需要学会开机、装夹、调用程序等基本操作,更应深入理解工艺原理,能够单独完成简单的编程、刀具补偿设定和常见故障排除。系统的培训应包括理论课程(机械原理、数控基础、材料知识)和大量的实际操作练习。企业建立内部培训体系或与设备供应商、职业院校合作进行人才培养,有助于构建稳定的技术团队,减少对外部技能的依赖,并为工艺改进和技术革新储备人才。内置工艺参数库预存百种花纹方案,一键调用提升生产效率。
加工材料的物理特性是设定车花工艺参数的重要依据。不同金属的硬度、延展性、导热性差异明显。例如,加工较软的足金时,需采用更高的转速和更小的进给,以防材料粘刀;而当加工硬度较高的18K金或铂金时,则需适当调整参数以保证切削力适中。不锈钢的加工则需要考虑其较强的加工硬化倾向。因此,操作人员或工艺工程师必须具备材料学基础知识,并且通过试验和经验积累,为每种材料制定比较好的加工参数表,以实现高效、高质量的稳定生产。可选配自动送料装置实现连续批量加工,减少人工上下料时间。湖南车花机在哪
紧凑型设计节省30%占地面积,适配小型车间布局。首饰车花机操作简不简单
采购车花机时,对其精度指标的解读至关重要。设备手册上标注的定位精度和重复定位精度是衡量其性能的参数。定位精度指实际移动位置与指令位置的一致程度,影响复杂图案的整体形状保真度;重复定位精度指多次返回同一点的一致性,决定批量产品纹路位置的一致性。这些精度由丝杠、导轨的制造质量、系统的反向间隙补偿能力等因素共同决定。用户应根据自身产品精度要求来选择合适的精度等级,并非盲目追求比较高指标,而是在性能与成本间取得平衡。首饰车花机操作简不简单