砂带机工作原理与性能参数砂带机作为设备的**加工单元,采用后驱动力传输设计,每个工位**配备4千瓦三相异步电机,通过高性能变频器实现精确的转速控制。电机输出轴经过精密减速机构后驱动主轴旋转,转速调节范围300-2500转/分钟,用户可根据工件材质、打磨阶段等工艺需求灵活设置比较好工作参数...
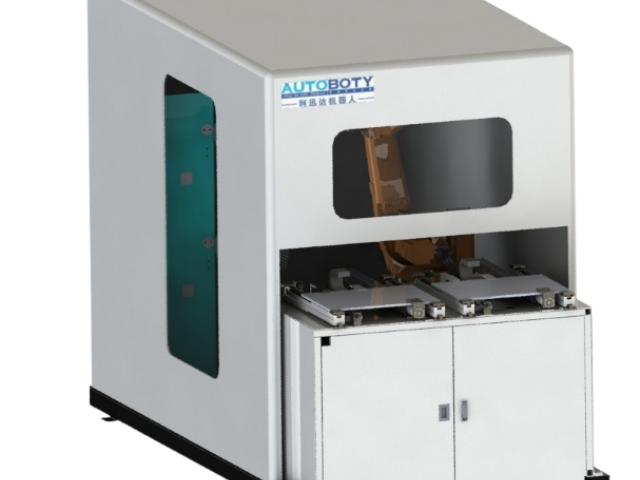
双工位砂带机打磨设备基本参数
- 品牌
- ABB,发那科,库卡,新时达
- 型号
- LXD-ABB2600-20-16-B-2A-2-2Q-D
- 电压
- 380
- 加工定制
- 是
- 外形尺寸
- 3300*1700*2300
- 用途
- 抛光打磨
- 产地
- 广东
- 厂家
- 广东利迅达机器人系统股份有限公司
双工位砂带机打磨设备企业商机
生产效率量化提升的具体体现与数据支撑双工位的并行工作设计是设备提升生产效率的**架构之一。这种设计允许在一个工位进行自动打磨作业的同时,另一个工位可以同步进行工件的装卸操作,从而几乎完全消除了传统单工位设备在上下料过程中所产生的等待时间,实现了近乎连续的物料流和生产流。根据多家用户的实际应用数据反馈,与传统的手工打磨或半自动化设备相比,该双工位设备的综合生产效率通常能够提升3到5倍,单个工件的平均加工时间可以减少60%以上。机器人系统本身所具有的高速运动与快速定位能力,进一步压缩了工具在工件之间的空行程移动时间。自动化的砂带更换机构(若选配)能够将更换砂带的时间控制在2分钟以内,相较于手动更换,效率提升***。设备的工艺参数管理系统支持“一键调用”功能,当生产任务从一种产品切换至另一种产品时,操作人员只需在界面中选择对应的产品程序,系统便会自动加载所有相关的机器人轨迹、转速、压力等参数,整个换型过程通常可在5分钟内完成,极大地适应了多品种、小批量的柔性生产需求。这些设计上的优化使得设备的整体综合效率(OEE)能够达到85%以上的高水平。 抛光模式下配合送蜡,可实现不锈钢等材料镜面效果。广西双工位砂带机打磨设备耗材

设备安装与调试的全流程精细化管控设备的安装与调试是一项系统性工程,其质量直接关系到设备投产后运行的稳定性、精度寿命以及维护成本,因此需要全过程进行精细化管控。安装前的场地准备是首要环节,这包括确认设备基础承重能力、地面的水平度(通常要求≤3mm/m)、预留合适的设备搬运通道、以及按照技术协议要求将动力电源(如380V/50Hz)、压缩空气源(如,且需干燥、洁净)、接地保护等utilities接驳到指定位置。设备就位后,需使用高精度水平仪进行精细调平,确保机身框架在各个方向上都达到严格的水平要求,这是保证机器人运动精度和设备长期稳定性的基础。管路线缆的连接需遵循规范,做到整齐、牢固、标识清晰。调试阶段是“唤醒”设备的过程,它包括系统上电自检、各轴伺服驱动器的参数初始化与优化、机器人零位校准、工具坐标系与用户坐标系的精确标定、安全互锁信号的测试等。随后是功能调试,需要逐一验证砂带机的启停、调速、张紧,力控系统的压力标定与响应测试,上料台各动作的顺畅性,以及机器人所有编程路径的空跑模拟。**为关键的是工艺参数调试,需要选用实际的代表性工件,在设备上进行试加工。 广西双工位砂带机打磨设备耗材力控打磨避免薄壁件变形,特别适合航空航天部件。

力控系统的技术优势设备搭载的高精度力控系统**了当前自动化打磨领域的先进水平,其**由多维力传感器、电-气伺服机构和智能控制算法组成。系统压力调节范围10-220牛,覆盖了从精密抛光到重型打磨的全系列工艺需求,控制精度达到,这意味着在连续生产中压力波动被控制在极小的范围内。力控系统通过实时采集打磨过程中的压力数据,与预设值进行比对后动态调整气动输出,确保砂带与工件接触力保持恒定。这种闭环控制方式有效补偿了工件尺寸公差、砂带磨损等因素带来的影响。系统还具备自适应学习功能,能够根据历史数据优化控制参数,不断提升打磨质量。在实际应用中,这种高精度力控保证了工件表面处理的一致性,***降低废品率,特别适用于对表面质量要求严格的汽车零部件、精密仪器等**制造领域。
砂带机工作原理与性能参数砂带机作为设备的**加工单元,采用后驱动力传输设计,每个工位**配备4千瓦三相异步电机,通过高性能变频器实现精确的转速控制。电机输出轴经过精密减速机构后驱动主轴旋转,转速调节范围300-2500转/分钟,用户可根据工件材质、打磨阶段等工艺需求灵活设置比较好工作参数。砂带张紧系统采用气动自动调节机构,确保持续稳定的传动效率。标准配置使用,这种规格在保证足够工作面积的同时兼顾了更换便利性。砂带机压力控制系统通过电-气比例阀实现精确压力输出,10-220牛的可调范围覆盖了从轻触抛光到重度打磨的各种工况,控制精度确保每个工件获得一致的表面处理质量。独特的冷却系统可有效降低打磨过程中产生的热量,避免工件热变形。这些性能参数的优化组合,使设备能够胜任多种材料的表面处理任务。 利迅达公司提供从方案设计到安装调试的全流程服务。
数据追溯系统的***功能与实施价值设备集成的数据追溯系统是一个功能***且强大的制造执行系统(MES)组成部分。它能够实时、自动地记录每一次加工任务的详细数据,这些数据通常包括:加工开始与结束的时间戳、执行该任务的操作员身份信息、所使用的具体工艺参数(如机器人程序号、主轴转速设定值、压力设定值)、以及在线检测系统(若选配)记录的关键质量特征值(如表面粗糙度Ra值)。这些数据通过标准的工业通信协议(如OPCUA、ModbusTCP/IP等)与工厂上层的制造执行系统(MES)或企业资源计划系统(ERP)进行无缝集成,实现了从车间层到管理层的垂直数据贯通。在追溯管理上,系统通常要求每个工件(或工件托盘)具有***的身份标识(如二维码、RFID),通过扫描该标识,即可查询到该工件完整的加工历史记录。当生产线上发生产品质量问题时,这套系统能够发挥至关重要的作用,帮助质量工程师快速定位到问题出现的具体生产批次、加工设备、时间点以及当时所有的工艺条件,从而实现问题的精细溯源、定向召回和有针对性的工艺改进。此外,系统记录的海量历史数据还支持进行深入的统计分析,通过数据挖掘技术识别工艺参数与产品质量之间的潜在关联。 转盘式上料实现多品种混流生产,换型快速无缝衔接。广西双工位砂带机打磨设备耗材
自动化运行降低人工与耗材成本,长期运营经济效益。广西双工位砂带机打磨设备耗材
产品型号选型体系的科学性与指导意义产品型号LXD-ABB2600-20-16-B-2A□□采用了一套严谨、科学的结构化编码体系,每一个字段都承载着特定的配置信息,共同定义了设备的具体规格和功能。“LXD”是利迅达公司的品牌标识;“ABB2600”指明了所采用的机器人型号系列;“20”清晰地表示了机器人的额定负载为20公斤;“16”通常指代机器人的工作范围或臂展,此处为;“B”定义了上料系统的类型,在此**“双边滑台”;“2A”则指明了砂带机的基本配置,即“双工位砂带机(后驱带力控)”。紧随其后的可选字段(用方框表示)为用户提供了进一步的个性化选择空间,包括但不限于:替换其他型号的机器人、选择更高级别的上料台类型(如转盘式、双层式)、增加砂带机或抛光机的工位数量、选配自动补蜡机构及其工位数、集成去毛刺功能单元以及提出特殊的定制化要求。这种科学、透明的选型体系,一方面能够引导用户系统地梳理自身的真实需求,准确选择**适合自身生产工艺和预算的配置,避免因配置不足影响生产或配置过高造成投资浪费;另一方面,它也为设备从订单确认、生产制造到安装调试的整个流程提供了清晰、无歧义的依据。同时,这套体系也为设备未来的升级改造指明了清晰的技术路径。 广西双工位砂带机打磨设备耗材
广东利迅达机器人系统股份有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,广东利迅达机器人系统股份供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
与双工位砂带机打磨设备相关的文章

山东一体化双工位砂带机打磨设备产品介绍
- 工业双工位砂带机打磨设备检查 2026-01-29
- 南宁双工位砂带机打磨设备销售厂家 2026-01-29
- 东莞工业双工位砂带机打磨设备服务 2026-01-29
- 钦州自动化双工位砂带机打磨设备维保 2026-01-29
- 济南双工位砂带机打磨设备供应商 2026-01-29
- 清远一体化双工位砂带机打磨设备检修 2026-01-29
- 肇庆自动化双工位砂带机打磨设备检查 2026-01-29
- 桂林双工位砂带机打磨设备客服电话 2026-01-28
- 桂林自动化双工位砂带机打磨设备设备价钱 2026-01-28
- 辽宁工业双工位砂带机打磨设备方案 2026-01-28
- 肇庆双工位砂带机打磨设备服务热线 2026-01-28
- 柳州自动化双工位砂带机打磨设备供应商 2026-01-27
与双工位砂带机打磨设备相关的产品


与双工位砂带机打磨设备相关的新闻
-
清远一体化双工位砂带机打磨设备系列 2026-01-27 16:10:34砂带规格选择与优化设备标准配置使用,这一规格经过精心设计,在工作效率与经济性之间取得比较好平衡。砂带采用多层复合结构,基材为**度聚酯纤维,表面涂覆不同粒度的磨料。根据加工需求,用户可选择从P60粗粒度到P1000细粒度的全系列砂带。粗粒度砂带(P60-P120)适用于快速去余量、去毛刺...
-
钦州通用双工位砂带机打磨设备维修 2026-01-26 21:21:00机器人系统的**技术特点ABBIRB2600机器人作为整个双工位打磨设备的**执行单元,其技术先进性和性能可靠性是设备高效运行的根本保障。这款机器人采用了优化的四关节设计,结构紧凑而坚固,其工作半径覆盖范围***,能够灵活地到达工作空间内的任何指定位置。机器人本体在关键部位采用了轻量化设...
-
广州双工位砂带机打磨设备检查 2026-01-26 22:12:29从打磨到抛光的功能无缝转换机制该设备的一个***优势在于其能够通过简单的参数调整和功能模块的启用,实现从材料去除型的打磨功能到表面光整型的抛光功能之间的无缝转换。这种多功能性极大地提升了设备的利用率和适用范围。在纯粹的“打磨模式”下,设备通常会以较高的主轴转速(如1500-2500转/分...
-
广西直销双工位砂带机打磨设备服务 2026-01-25 22:12:13砂带机的工作原理砂带机是双工位打磨设备的关键组成部分,每个工位配备一台4千瓦电机和变频器,驱动主轴旋转。电机通过变频器实现无级调速,转速范围300-2500转/分钟,用户可根据材料硬度或工艺要求灵活调整。例如,对于软质材料如铝材,可设置较低转速以避免过度打磨;对于硬质钢材,则提高转速以增...
与双工位砂带机打磨设备相关的问题
新闻资讯
产品推荐
-

辽宁直销智能刀具打磨机器人系统
2026-05-02 -

青岛通用全自动打磨机器人工作站
2026-05-02 -

天津一体化全自动打磨机器人工作站方案
2026-05-02 -

济南全自动焊接机器人工作站产品介绍
2026-05-02 -

河北通用全自动焊接机器人工作站供应商
2026-05-02 -
茂名定做全自动焊接机器人工作站方案
2026-05-02 -

天津一体化智能刀具打磨机器人系统售后服务
2026-05-02 -
阳江自动化全自动搬运与上下料机器人工作站维保
2026-04-30 -
清远全自动搬运与上下料机器人工作站设备价钱
2026-04-30