
大型铸件去毛刺设备的柔性适配能力,从 “工装通用化、参数动态化、夹具模块化” 三方面突破传统设备 “一铸件一工装” 的局限,大幅减少工程机械铸件加工中的工装更换需求,降低换型耗时与成本。传统设备处理不同铸件需频繁更换工装:加工挖掘机动臂(长 8-12 米、钢材质)需配备长条形刚性工装(适配直线焊缝)...
大型铸件去毛刺设备基本参数
- 品牌
- ABB,发那科,库卡,新时达
- 型号
- LXD-KR210-R2700-S-1A-1-7Q-D
- 电压
- 380
- 加工定制
- 是
- 外形尺寸
- 4000*3500*3500
- 重量
- 10000
- 用途
- 去毛刺
- 产地
- 广东
- 厂家
- 广东利迅达机器人系统股份有限公司
大型铸件去毛刺设备企业商机
加工轨迹与环境异常预警则保障流程连贯性:通过激光传感器实时比对实际清理路径与 3D 规划路径,若发动机缸体深腔喷嘴偏移 0.2mm 以上,立即触发 “轨迹偏差” 预警并自动校准;闭环水循环系统的流量传感器发现回用率低于 85% 时,同步推送 “滤芯堵塞” 预警与更换指引,避免污水污染铝合金铸件表面。所有预警信息均同步至车间 MES 系统,标注异常铸件编号与处理优先级,响应时间≤3 秒,较人工排查效率提升 10 倍以上,有效减少批量返工损失,保障日均 80-120 台套铸件的稳定产出。大型铸件去毛刺设备的监控系统预警潜在故障。天津进口大型铸件去毛刺设备技术参数
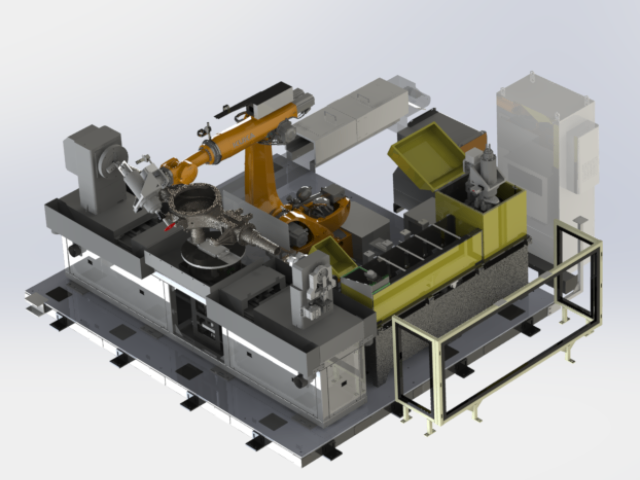
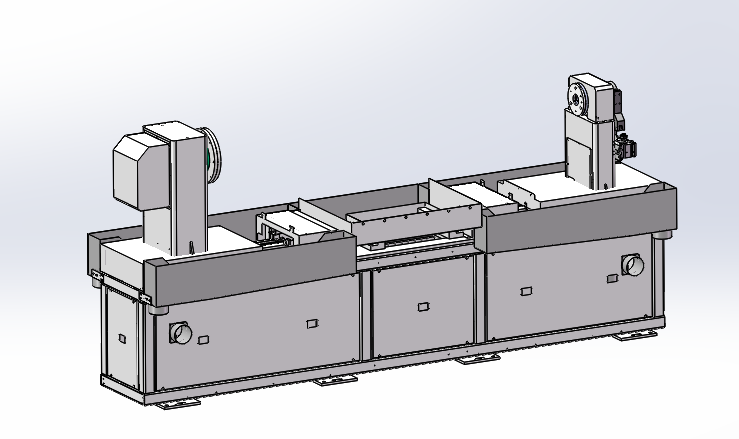
大型铸件去毛刺设备
低损伤工艺保障铸件材质性能与结构完整性:压路机车架的厚壁(30-50mm)浇冒口毛刺,传统气割清理易导致局部热变形(变形量超 0.2mm);设备采用激光切割(功率 500-600W)配合热影响区控制(深度≤0.01mm),切割后铸件金相组织无变化,保障车架承载强度。针对球墨铸铁材质的挖掘机斗杆,设备将高压水射流压力控制在 400-500MPa(低于材质屈服强度),避免水流冲击导致的微观裂纹,延长斗杆使用寿命。智能监控进一步锁定质量稳定性:设备通过3D视觉检测实时比对清理后铸件尺寸,如挖掘机动臂的销轴孔(公差±0.05mm),若检测到孔径因清理偏差超差,立即触发二次修正;同时记录每台铸件的去毛刺参数(如压力、功率、打磨时长),形成质量追溯档案,使铸件一次合格率从人工的85%提升至99%以上,彻底解决工程机械铸件因毛刺问题导致的装配故障与早期失效,满足GB/T37400-2019《重型机械通用技术条件》的严苛要求。河北个性化大型铸件去毛刺设备五星服务大型铸件去毛刺设备保障铸件力学性能。

风电大型铸件(如直径 3-6 米的轮毂、厚度 80-150mm 的塔筒法兰、带深腔的主轴箱体)具有尺寸超大、结构复杂、材质敏感(多为球墨铸铁、Q345 钢,需保障抗疲劳性能)的特点,大型铸件去毛刺设备通过功能定制,适配其去毛刺需求。在尺寸与结构适配层面,设备针对风电铸件特性优化:龙门架横向跨度达 12 米、升降行程 8 米,可轻松容纳直径 6 米的风电轮毂与长度 5 米的主轴箱体;柔性夹具采用弧形贴合设计,能紧密适配轮毂的异形曲面(曲率半径 1.5-3 米),15 分钟内完成从 “轮毂夹持” 到 “法兰固定” 的切换,且夹具压力控制在 50-80MPa,避免压伤塔筒法兰的密封端面。面对轮毂内部复杂辐条腔室(深度 1-2 米、窄缝宽度 50-80mm),设备通过 3D 扫描生成腔室模型,规划柔性清理路径,高压水喷嘴可深入窄缝,配合 15° 可调角度,去除腔壁焊缝毛刺,杜绝人工清理的盲区。
设备部件异常预警依托预判性监测技术:数控打磨模块的磨头磨损状态可通过 “毛刺处理时长预判指数” 动态评估,当车架纵梁焊接飞边清理耗时较标准值增加 20%,系统自动计算占比指数 q(关联毛刺个数与连续磨损区域占比),若 q≥0.6 立即预警 “磨头需更换”,避免因磨头失效导致飞边残留;快换式夹具的压力传感器监测到夹持力波动超 ±5MPa 时,弹窗提示 “夹具密封老化”,结合 8 分钟快速换型需求给出检修建议,防止铸件定位偏移引发加工偏差。大型铸件去毛刺设备具备柔性化适配多种铸件能力。
大型铸件去毛刺设备通过自动化技术革新与模块升级,从作业速度、流程衔接、人力替代三方面实现效率大幅跃升,彻底改变传统人工清理的低效格局。在清理效率上,设备依托高功率作业模块实现 “秒级处理”:针对挖掘机动臂等大型铸件表面的普通毛刺,高压水射流系统(300-800MPa)每秒可覆盖 0.5-1.2㎡作业面,是人工使用角磨机(每秒 0.01-0.02㎡)的 25-120 倍;面对直径超 10mm 的粗大浇冒口毛刺,设备激光切割模块只需 20-30 秒即可切断,而人工用气铲反复打磨需 10-15 分钟,效率提升 20-45 倍。单台大型铸件(如起重机转台)的清理时间,从人工的 8-12 小时压缩至 1-2 小时,效率提升 8-12 倍。大型铸件去毛刺设备的监控系统支持远程查看状态。福建附近大型铸件去毛刺设备牌子
大型铸件去毛刺设备配合智能系统,实现自动化作业。天津进口大型铸件去毛刺设备技术参数
大型铸件(如挖掘机动臂、起重机转台,单重 5-50 吨、结构含复杂腔室)的人工去毛刺存在多重效率瓶颈,而设备通过针对性设计,从根源上解决这些问题。人工清理的首要局限是操作适配性差:大型铸件体积庞大,人工需借助脚手架攀爬作业,只移动至铸件顶部或腔室内部就需 30-60 分钟,且无法触及深腔焊缝、异形拐角等盲区,需反复调整站位,单台铸件初步清理就需 8-12 小时。设备则通过可升降龙门架(覆盖 3-8 米高度)与移动式作业平台,10 分钟内即可完成全铸件覆盖,配合 3D 视觉扫描定位盲区,无需人工摸索,直接将 “移动 + 定位” 时间缩短 90% 以上。天津进口大型铸件去毛刺设备技术参数
广东利迅达机器人系统股份有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来广东利迅达机器人系统股份供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
与大型铸件去毛刺设备相关的文章
山东大型铸件去毛刺设备服务热线
- 河北定做大型铸件去毛刺设备型号 2025-11-06
- 广东常见大型铸件去毛刺设备咨询问价 2025-11-06
- 辽宁自动化大型铸件去毛刺设备规格 2025-11-06
- 广东进口大型铸件去毛刺设备选择 2025-11-06
- 天津附近大型铸件去毛刺设备保养 2025-11-06
- 浙江多功能大型铸件去毛刺设备图片 2025-11-06
- 天津自动化大型铸件去毛刺设备规格 2025-11-06
- 江苏附近大型铸件去毛刺设备型号 2025-11-06
- 中国台湾销售大型铸件去毛刺设备市场 2025-11-06
- 天津国内大型铸件去毛刺设备功能 2025-11-06
- 辽宁直销大型铸件去毛刺设备哪里有 2025-11-05
- 中国台湾个性化大型铸件去毛刺设备性能 2025-11-05
与大型铸件去毛刺设备相关的产品

与大型铸件去毛刺设备相关的新闻
-
浙江附近哪里有大型铸件去毛刺设备发展 2025-11-05 00:26:55污染物减排层面,工艺实现 “零化学污染、低粉尘排放”:激光清洗模块无需酸洗、打磨膏等化学药剂,避免传统酸洗产生的含重金属废水(pH 值超标、COD 浓度超 100mg/L);高压水射流与打磨作业同步开启负压吸尘,经 HEPA 高效过滤后,车间 PM2.5 排放浓度低于 35μg/m³,远低于《工业炉...
-
辽宁哪里有大型铸件去毛刺设备按需定制 2025-11-05 07:15:40参数调控层面,设备内置 200 + 种铸件去毛刺参数库,通过视觉识别系统自动读取铸件型号后,10 秒内完成参数调取 —— 如处理粗大浇冒口的动臂时,自动将高压水射流压力调至 800MPa、喷嘴角度设为 45°;处理精密转台时,切换激光功率至 500W、打磨转速降至 1500r/min,无需人工反复调...
-
浙江常见大型铸件去毛刺设备供应商 2025-11-05 12:15:04针对深腔窄缝类复杂毛刺(如挖掘机斗杆深腔,深度 2-3 米、缝宽 5-10mm,内壁附着焊渣毛刺),设备先通过 3D 激光扫描生成腔体内壁三维模型,自动识别毛刺分布位置(精度 ±0.1mm),随后匹配直径 3-5mm 的细长柔性高压水喷嘴,喷嘴可沿腔壁曲线自适应弯曲,配合 400-500MPa 水压...
-
福建自动化大型铸件去毛刺设备质量 2025-11-05 03:16:10大型铸件去毛刺设备的柔性适配与智能监控并非单独功能,而是通过 “动态适配 + 实时校准” 的协同机制,覆盖重型机械领域多规格、复杂结构铸件的加工需求,既实现 “多品类兼容”,又保障 “高精度稳定”。在柔性适配的环节,智能监控全程提供精度兜底:针对不同重量铸件(5-50 吨)的夹持适配,设备通过可换式...
与大型铸件去毛刺设备相关的问题
新闻资讯
产品推荐
-

玉林自动化全自动焊接机器人工作站方案
2026-05-03 -
山东一体化全自动焊接机器人工作站产品介绍
2026-05-03 -
茂名直销全自动焊接机器人工作站设备价钱
2026-05-03 -

济南直销全自动搬运与上下料机器人工作站售后服务
2026-05-02 -

辽宁直销智能刀具打磨机器人系统
2026-05-02 -

青岛通用全自动打磨机器人工作站
2026-05-02 -

天津一体化全自动打磨机器人工作站方案
2026-05-02 -

济南全自动焊接机器人工作站产品介绍
2026-05-02 -
河北通用全自动焊接机器人工作站供应商
2026-05-02