
- 品牌
- 微泰
- 加工类型
- 激光切割,激光刻字,激光焊接,激光打孔
- 工件材质
- 不锈钢,铝合金,碳钢,PVC板,有机玻璃
- 年最大加工能力
- 1000000
- 年剩余加工能力
- 800000
- 厂家
- 安宇泰
- 加工产品范围
- 五金配件制品,电子元件,钟表,仪表,模具
- 打样周期
- 4-7天
- 加工周期
- 8-15天
当需要将MLCC印刷工艺中,使用的精密掩模板或形状困难的产品成型到精确公差时,在一般的激光切割企业中,都会发生因精度而难以加工的事情。因此,我们拥有可以进行精确切割加工的激光加工技术,因此供应客户所需形状的MAX质量的激光切割产品。MLCC制造过程中用于溅射沉积的掩模夹具在槽宽、去毛刺和平整度的公差(+0.01)范围内进行加工很重要,使用超精密激光设备,超高速加工。MLCC掩模板阵列遮罩板(颗粒面膜板)应用与阵列夹具。这是雷达带线MLCC索引表。1,无限的口袋形状保证一致性和高精度。2,所有口袋生成的MLCC进入/退出性能相同3,使用黑色氧化锆实现高耐用性(抗蛀牙)4,高机械性能和耐磨性我们的优势是交货更快/价格更低/质量上乘。有问题请联系上海安宇泰环保科技有限公司总代理超精密加工的测量需借助激光干涉仪等精密仪器,确保结果准确可靠。工业超精密
超精密
超精密加工技术市场是国家高技术集中的市场,它既是高代价、高投入的工艺技术,又是高增值、高回报的工艺技术,世界工业先进国家都把它放在国家技术和经济振兴的重要位置。试举几例。(1)超精密零件加工。例如惯性导航仪器系统中的气浮陀螺的浮子及支架、气浮陀螺马达轴承等零件的尺寸精度、圆度和圆柱度都要求达到亚微米级精度;人造卫星仪器轴承是真空无润滑轴承,其孔和轴的表面粗糙度Rα达到1nm,圆度和圆柱度均为纳米级精度,这些零件都是用超精密金刚石刀具镜面车削加工的。精密液压控制系统中的精密伺服阀的阀芯与阀套的配合精度也常在亚微米等级,它是用超精密磨削方法加工的。韩国加工超精密MLCC超精密加工的工艺参数需通过大量试验优化,实现精度与效率的平衡。

超精密加工技术当前是指被加工零件的尺寸和形状精度高于0.1μm,表面粗糙度Ra小于0.025μm,以及机床定位精度的分辨率和重复性高于0.01μm的加工技术,亦称之为亚微米级加工技术,目前正在向纳米级加工技术发展。超精密加工技术在国际上处于前地位的国家是美国、英国和日本。美国是开展超精密加工技术研究很早的国家,也是迄今处于前方地位的国家。英国的克兰菲尔德精密工程研究所(简称CUPE)享有较高声誉,是当今世界上精密工程的研究中心之一。日本的超精密加工技术的研究相对于英美来说起步较晚,但它是当今世界上超精密加工技术发展很快的国家。尤其在用于声、光、图像、办公设备中的小型、超小型电子和光学零件的超精密加工技术方面,甚至超过了美国。
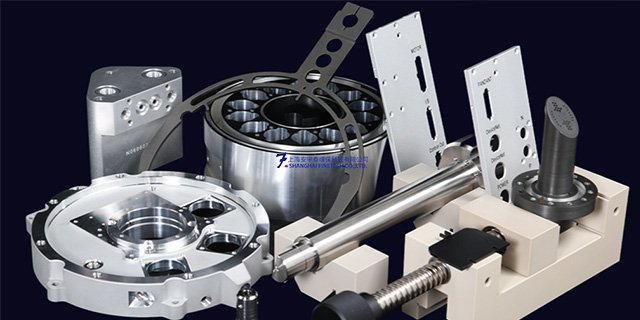
微泰利用激光制造和供应高质量的超精密零件,包括钻孔、成形、切割和抛光。它可以加工多种材料,包括PCDPCBN、陶瓷、硬质合金、不锈钢、热处理钢和钼,包括直接用于MLCC和半导体生产线的零件。他们生产的各种部件,甚至是进入该生产线的设备。特别是,我们专注于生产需要高难度、公差和几何公差的产品,并以30年的磨削技术、成型技术、钻孔技术和激光技术为后盾,力求客户满意。微泰,提供各种超精密零件,包括耗散零件、喷嘴、分度表和夹钳,以及用于MLCC和半导体领域的各种精密真空板。它可以加工和制造各种材料,包括不锈钢、硬质合金、氧化锆和陶瓷膜,并能生产和提供高质量的各种形状和喷嘴产品,以满足您的需求,这些产品具有高耐磨性。凭借30年的精密加工技术,我们不仅生产和供应零件,还生产和供应需要装配的超精密组件。特别是在MLCC、半导体和二次电池领域,这些领域要求小巧、精密和高质量,在制造尚未成功本地化的部件方面取得了很大成就。超精密加工技术的发展推动了微型传感器、微机电系统的性能突破。
微泰,精湛的超精密加工技术,可达到微米级加工,充分考虑材料的特殊性加工超平整零件,平整度公差小于3um零件精密加工的关键在于确保高水平的精度和质量,并确保与既定尺寸的偏差小实现。精密加工的半导体晶圆真空卡盘的平面度公差不超过3μm,并通过三维接触测量仪进行全数检查和系统质量的管材,为全球客户提供精密加工。铝(AL5052、AL6061、AL7075)、不锈钢(SUS304、SUS316、SUS630)。铜、钨、钛和蒙奈尔合金(MONEL)。处理聚醚醚酮(PEEK)、聚甲醛(POM)和聚酰亚胺(PI)等材料,需要精密加工。使用高难度材料,如无氧高导铜(OFHC)制造半导体精密零件。超精密加工的表面完整性包括粗糙度、残余应力等,影响零件使用性能。工业超精密
超精密加工的材料去除率需严格控制,平衡加工效率与表面质量。工业超精密
精密和超精密磨削精密、超精密加工发展初期,磨削这种加工方法是被忽略的,因为砂轮中磨粒切削刃高度沿径向分布的随机性和磨损的不规则性限制了磨削加工精度的提高。随着超硬磨料砂轮及砂轮修整技术的发展,精密、超精密磨削技术逐渐成形并迅速发展。金属结合剂超硬磨料砂轮硬度高、强度大、保形能力强、耐磨性好,往往为精密和超精密磨削、成形磨削所采用。多层金属结合剂超硬砂轮在实际使用过程中遇到的突出问题是:磨料把持力低、易脱落;磨粒出刃难、出刃后出刃高度难以保持;磨料分布随机性强。针对磨粒把持力弱的问题,在磨粒表面镀上活性金属,通过活性金属与磨料和结合剂的化学反应与扩散作用,提高结合剂对磨料的把持力,如此诞生了镀衣砂轮。为解决磨粒出刃难的问题,引入孔隙结构诞生了多孔金属结合剂砂轮。电镀、高温钎焊砂轮对上述三个方面都有改善,这些新型超硬磨料砂轮均出现于20世纪90年代。工业超精密
- PCD超精密MLCC 2025-11-14
- PCD超精密半导体流量阀 2025-11-14
- 高精度超精密吸附板 2025-11-13
- 半导体超精密倒装芯片键合 2025-11-13
- PCD超精密精密喷嘴 2025-11-13
- 代工超精密微孔 2025-11-13
- 飞秒激光超精密MLCC轮刀 2025-11-13
- 微米级超精密半导体流量阀 2025-11-13
- 飞秒激光超精密蚀刻 2025-11-13
- 代工超精密分配板 2025-11-12
- 微加工超精密真空板 2025-11-12
- 工业超精密陶瓷叠层电容 2025-11-12



