- 品牌
- 微泰
- 加工类型
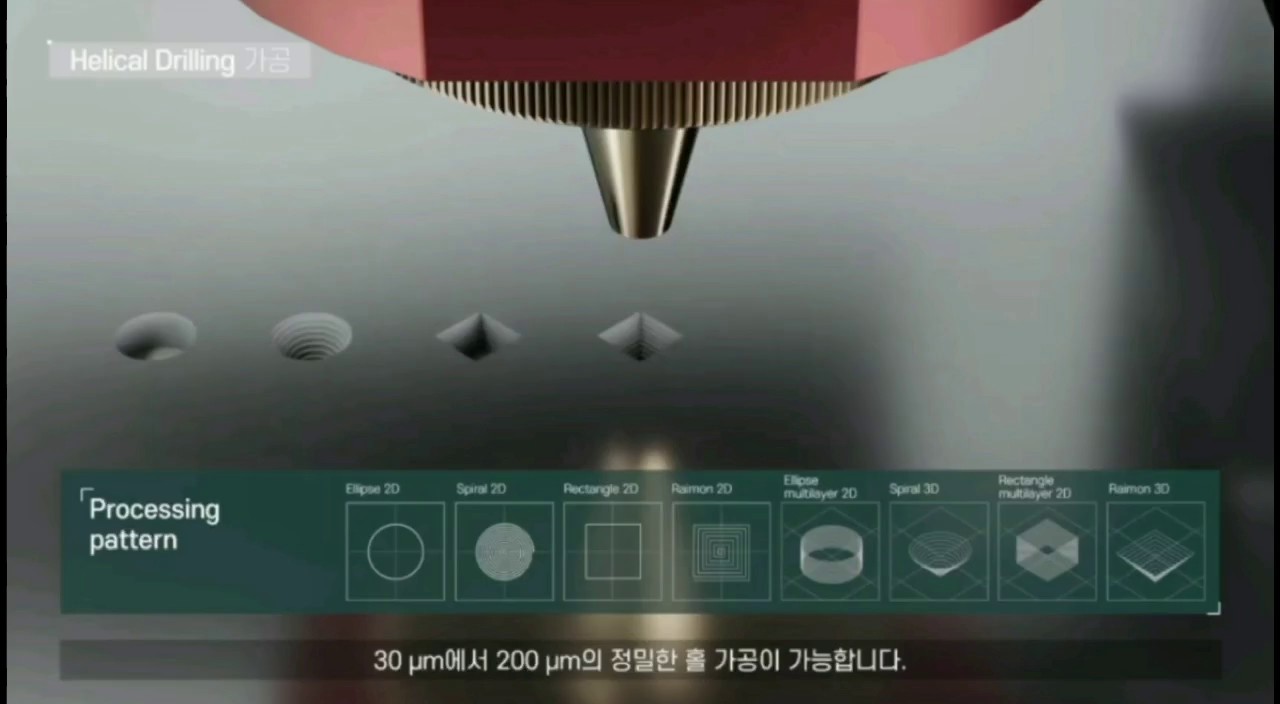
- 激光切割,激光刻字,激光焊接,激光打孔
- 工件材质
- 不锈钢,铝合金,碳钢,PVC板,有机玻璃
- 年最大加工能力
- 1000000
- 年剩余加工能力
- 800000
- 厂家
- 安宇泰
- 加工产品范围
- 五金配件制品,电子元件,钟表,仪表,模具
- 打样周期
- 4-7天
- 加工周期
- 8-15天
技术特点高精度:超精密加工能够实现亚微米级别的加工精度,这使得它非常适合用于制造需要极高精度的零部件。高质量表面:通过控制加工过程中的各种参数,超精密加工可以产生非常光滑的表面,减少表面粗糙度。材料适用性广:超精密加工技术可以应用于各种材料,包括金属、陶瓷和聚合物等。应用领域光学元件制造:如激光核聚变光学元件的制造,需要极高的表面质量和精度。微电子器件:如半导体芯片的制造,需要极高的加工精度和表面质量。航空航天:用于制造高性能的航空零部件,如涡轮叶片等。超精密研磨中的磨料粒度需精确控制,直接影响加工表面的光洁度。芯片超精密MLCC
超精密
超精密加工超精密加工(Ultra-precision machining)是一种高度精确的制造技术,通常用于生产具有极高表面质量和尺寸精度的零部件。这种技术广泛应用于光学、航空航天、医疗器械等领域。以下是一些关于超精密加工的关键点:特点和应用高精度:超精密加工能够实现纳米级别的精度,这使得它非常适合用于制造光学镜头、半导体器件和其他需要极高精度的产品。表面质量控制:超精密加工的目标是通过表面质量控制获得预定的表面功能。例如,光学镜片的表面需要非常光滑以确保光线的正确传播。超快激光超精密机器人零件红外光学元件的超精密加工需保证表面平整度,减少光反射损失。

超精密加工技术,是现代机械制造业主要的发展方向之一。在提高机电产品的性能、质量和发展高新技术中起着至关重要的作用,并且已成为在国际竞争中取得成功的关键技术。超精密加工是指亚微米级(尺寸误差为0.3~0.03µm,表面粗糙度为Ra0.03~0.005µm)和纳米级(精度误差为0.03µm,表面粗糙度小于 Ra0.005µm)精度的加工。实现这些加工所采取的工艺方法和技术措施,则称为超精加工技术。加之测量技术、环境保障和材料等问题,人们把这种技术总称为超精工程。
超精密加工的特点包括:1.高精度:能够实现极高的加工精度,通常在微米甚至纳米级别。2.高表面质量:加工表面具有极低的粗糙度,接近镜面效果。3.材料适应性广:适用于各种金属、非金属材料,包括硬脆材料如陶瓷、玻璃等。4.复杂形状加工:能够加工形状复杂、结构精细的零件。5.高效率:通过优化的工艺参数和先进的设备,实现高效率的生产。6.高成本:由于设备、刀具和工艺的特殊性,超精密加工的成本相对较高。微泰超精密加工承接各类精密加工需求。纳米压印技术是超精密加工的一种,可批量制备纳米级图案结构。

通常,按加工精度划分,机械加工可分为一般加工、精密加工、超精密加工三个阶段。目前,精密加工是指加工精度为1~0.1?;m,表面粗糙度为Ra0.1~0.01?;m的加工技术,但这个界限是随着加工技术的进步不断变化的,目前的精密加工可能就是明天的一般加工。精密加工所要解决的问题,一是加工精度,包括形位公差、尺寸精度及表面状况;二是加工效率,有些加工可以取得较好的加工精度,却难以取得高的加工效率。精密加工包括微细加工和超微细加工、光整加工等加工技术。传统的精密加工方法有砂带磨削、精密切削、珩磨、精密研磨与抛光等。a.砂带磨削是用粘有磨料的混纺布为磨具对工件进行加工,属于涂附磨具磨削加工的范畴,有生产率高、表面质量好、使用范围广等特点。b.精密切削,也称金刚石刀具切削(SPDT),用高精密的机床和单晶金刚石刀具进行切削加工,主要用于铜、铝等不宜磨削加工的软金属的精密加工,如计算机用的磁鼓、磁盘及大功率激光用的金属反光镜等,比一般切削加工精度要高1~2个等级。航天器的惯性导航部件依赖超精密加工,保证导航系统的超高精度。芯片超精密研磨
超精密加工设备的热误差补偿系统能实时修正温度变化带来的精度偏差。芯片超精密MLCC
美国是早期研制开发超精密加工技术的国家。早在1962年,美国就开发出以单点金刚石车刀镜面切削铝合金和无氧铜的超精密半球车床,其主轴回转精度为 0.125µm,加工直径为Ø100mm的半球,尺寸精度为±0.6µm,粗糙度为Ra0.025µm。1984年又研制成功大型光学金刚石车床,可加工重1350kg,Ø1625mm的大型零件,工件的圆度和平面度达0.025µm,表面粗糙度为Ra0.042µm。在该机床上采用多项新技术,如多光路激光测量反馈控制,用静电电容测微仪测量工件变形,32位机的CNC系统,用摩擦式驱动进给和热交换器控制温度等。美国利用自己已有的成熟单元技术,只用两周的时间便组装成了一台小型的超精密加工车床(BODTM型),用刀尖半径为5~10nm的单晶金刚石刀具,实现切削厚度为1nm (纳米)的加工。尽管如此,美国还是继续把微米级和纳米级的加工技术作为国家的关键技术之一,这足以说明美国对这一技术的重视。芯片超精密MLCC
- PCD超精密MLCC 2025-11-14
- PCD超精密半导体流量阀 2025-11-14
- 高精度超精密吸附板 2025-11-13
- 半导体超精密倒装芯片键合 2025-11-13
- PCD超精密精密喷嘴 2025-11-13
- 代工超精密微孔 2025-11-13
- 飞秒激光超精密MLCC轮刀 2025-11-13
- 微米级超精密半导体流量阀 2025-11-13
- 飞秒激光超精密蚀刻 2025-11-13
- 代工超精密分配板 2025-11-12
- 微加工超精密真空板 2025-11-12
- 工业超精密陶瓷叠层电容 2025-11-12


