- 品牌
- 微泰
- 加工类型
- 激光切割,激光刻字,激光焊接,激光打孔
- 工件材质
- 不锈钢,铝合金,碳钢,PVC板,有机玻璃
- 年最大加工能力
- 1000000
- 年剩余加工能力
- 800000
- 厂家
- 安宇泰
- 加工产品范围
- 五金配件制品,电子元件,钟表,仪表,模具
- 打样周期
- 4-7天
- 加工周期
- 8-15天
超精密加工技术是现代高技术竞争的重要支撑技术,是现代高科技产业和科学技术的发展基础,是现代制造科学的发展方向。现代科学技术的发展以试验为基础,所需试验仪器和设备几乎无一不需要超精密加工技术的支撑。由宏观制造进入微观制造是未来制造业发展趋势之一,当前超精密加工已进入纳米尺度,纳米制造是超精密加工前沿的课题。世界发达国家均予以高度重视。下面就由慧闻智造浅析超精密加工的发展阶段和cnc精加工影响因素。目前的超精密加工,以不改变工件材料物理特性为前提,以获得极限的形状精度、尺寸精度、表面粗糙度、表面完整性(无或极少的表面损伤,包括微裂纹等缺陷、残余应力、组织变化)为目标。光学镜头的超精密加工需兼顾面型精度与亚表面损伤的控制。日本加工超精密镜头夹持器
超精密
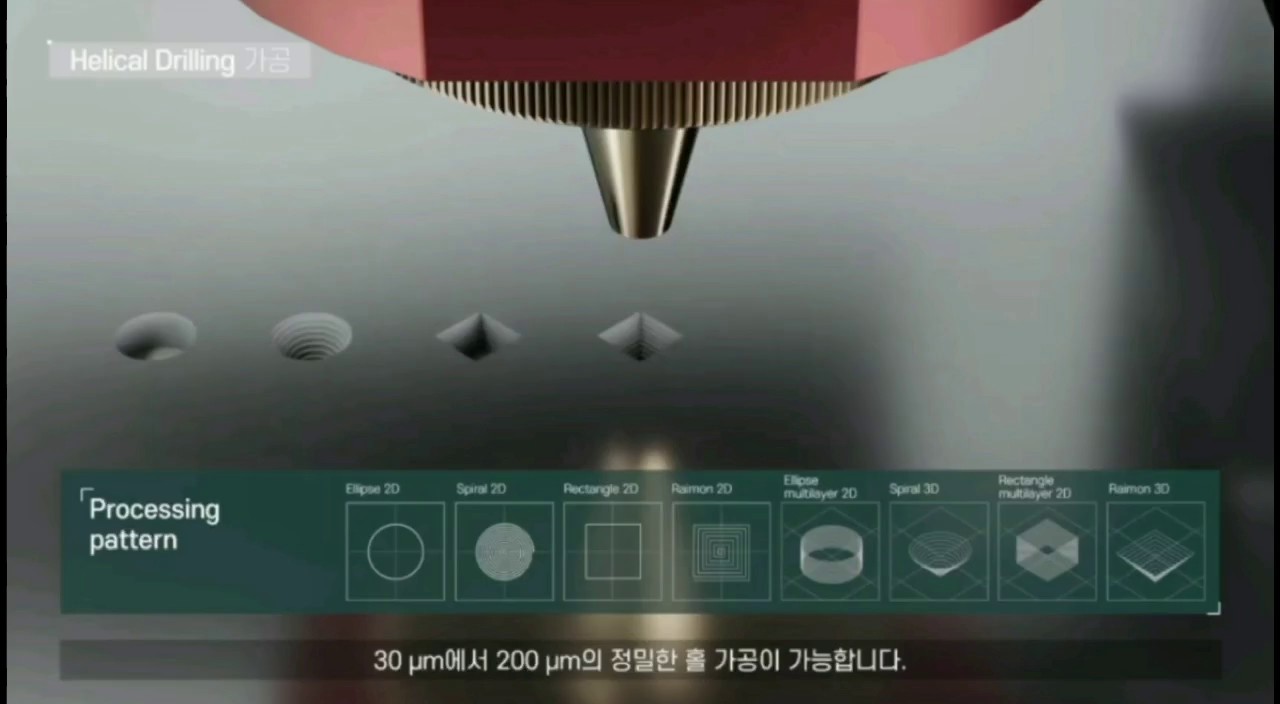
随着电子和半导体产业的快速发展和生物、医疗产业等对超精密的需求,越来越需要能够加工数微米大小目标物的超精密加工技术。激光微加工是指利用激光束的高能量,在不对要加工的材料造成热损伤的情况下,通过瞬间熔融和蒸发材料,以数微米至数纳米颗粒的大小对材料进行切割、钻孔等加工。通常,微加工使用皮秒或纳秒激光和超短脉冲激光,其波长非常短或脉冲宽度非常短。超短脉冲激光,包括Excimer激光,广泛应用于眼科、玻璃和塑料的精密加工、精密零件的制造、地球科学和天体研究以及光谱和FBG工艺。据悉,用于微细加工的大部分激光都具有极高的脉冲能量和尖头输出功率和能量密度,因此无法通过光缆传输激光-光束,而且与能够稳定传输激光-光束的镜片、镜片等光学装置一起精密处理要加工材料的技术也很重要。微加工技术广泛应用于超精密零件的加工、半导体领域和医疗、生物领域等,主要应用于玻璃切割、Ceramic切割或钻孔以及半导体晶片切割。微泰利用飞秒激光钻削技术可加工HoleSizeMIN5微米微孔,孔间距可加工到3微米,用于MLCC叠层吸膜板,吸膜板MAX可加工80万微孔。可加工各种形状的孔,同一位置内加工不规则的孔,可进行不规则的混合孔飞秒激光超精密镜头夹持器超精密加工设备的热误差补偿系统能实时修正温度变化带来的精度偏差。

微泰提供半导体精密元件精密制造和供应机械设备(包括半导体生产设备、生物电池、新能源电池、航空航天和罗机器人)所需的所有精密部件和模型。根据客户的需求,提出改进功能的想法和设计,以及生产、质量控制和检测系统的高效集成基础设施、材料和部件。通过与国内外设备制造商的合作,我们能够以高速度、高质量和有竞争力的优化成本提供客户满意的产品。尺寸:MCT5~6.5英寸。CNC6~10英寸,旋铣材料:AL5052,AL6061,AL7075,SUS304,SUS316,SUS630,Copper,Tungsten,Titanium,Monel,POM,PEEK。半导体精密元件特性:保持严格的公差,因此零件的制造非常精确,并需要高加工能力,以便与指定公差的偏差小。在整个加工过程中进行严格的质量控制,识别和纠正零件的规格和偏差,从而制造出高质量的精密零件。
微泰,采用先进的飞秒激光的高速螺旋钻削自主技术,进行半导体产业所需的各种形状的微孔加工,MIN可做到5微米的微孔,公差可做到±2微米,孔距可做到0.3微米。还可以进行MAX10度角的倒锥孔和各种几何形状的微孔,飞秒激光利用相对较短的激光脉冲,热损伤很小,加工对象没有物性变形层,表面平整,实现超精密微孔加工。MLCC层压的真空板相同区域内可加工不规则位置的孔;可以混合加工不规则尺寸,孔间距可达0.3μm;可加工多达800,000个孔,用于MLCC印刷吸膜板,MLCC叠层吸膜板,吸附板。光学元件依赖超精密加工保证表面粗糙度,提升光传输效率与成像质量。
飞秒激光技术在超精密加工领域的应用,如微机械加工、微电子制造等,其重点在于利用飞秒激光的高能量密度和精确控制能力,实现对材料的精细加工。超精密加工技术是指加工精度达到亚微米甚至纳米级别的制造技术,主要包括超精密车削、磨削、铣削和电化学加工等方法。这些技术广泛应用于光学元件、航空航天、精密模具、半导体和医疗器械等领域,能够满足高精度、高表面质量的产品需求。超精密钻孔技术是一种高精度加工方法,能够实现微米级甚至亚微米级的加工精度。该技术广泛应用于电子、光学、精密仪器等领域,主要用于加工微型孔、异形孔等复杂结构。其加工设备通常包括数控机床、激光钻孔系统等,并采用特种刀具和特殊控制系统以确保加工质量。超精密加工需在恒温、防震环境中进行,减少外界因素对精度的干扰。微米级超精密半导体零件
超精密电解加工利用电化学原理实现无应力加工,适合复杂型面零件。日本加工超精密镜头夹持器
超精密加工技术市场是国家高技术集中的市场,它既是高代价、高投入的工艺技术,又是高增值、高回报的工艺技术,世界工业先进国家都把它放在国家技术和经济振兴的重要位置。试举几例。(1)超精密零件加工。例如惯性导航仪器系统中的气浮陀螺的浮子及支架、气浮陀螺马达轴承等零件的尺寸精度、圆度和圆柱度都要求达到亚微米级精度;人造卫星仪器轴承是真空无润滑轴承,其孔和轴的表面粗糙度Rα达到1nm,圆度和圆柱度均为纳米级精度,这些零件都是用超精密金刚石刀具镜面车削加工的。精密液压控制系统中的精密伺服阀的阀芯与阀套的配合精度也常在亚微米等级,它是用超精密磨削方法加工的。日本加工超精密镜头夹持器
- PCD超精密MLCC 2025-11-14
- PCD超精密半导体流量阀 2025-11-14
- 高精度超精密吸附板 2025-11-13
- 半导体超精密倒装芯片键合 2025-11-13
- PCD超精密精密喷嘴 2025-11-13
- 代工超精密微孔 2025-11-13
- 飞秒激光超精密MLCC轮刀 2025-11-13
- 微米级超精密半导体流量阀 2025-11-13
- 飞秒激光超精密蚀刻 2025-11-13
- 代工超精密分配板 2025-11-12
- 微加工超精密真空板 2025-11-12
- 工业超精密陶瓷叠层电容 2025-11-12



