- 品牌
- 微泰
- 加工类型
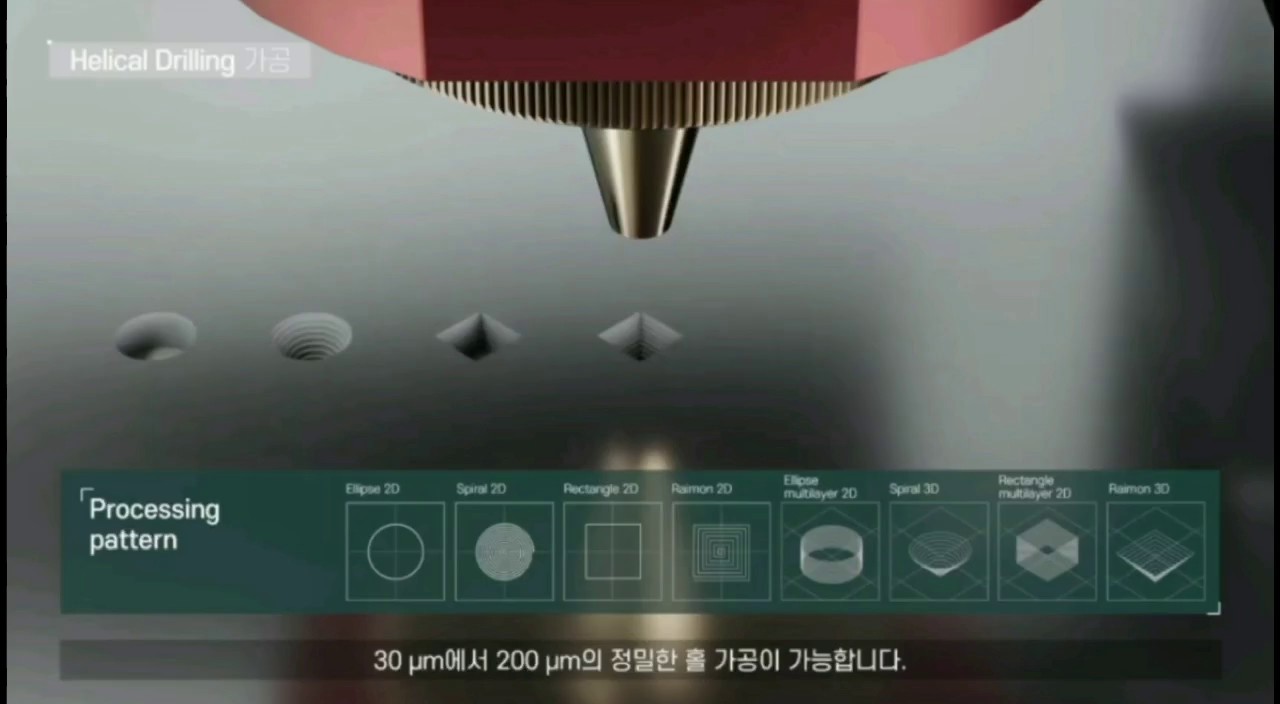
- 激光切割,激光刻字,激光焊接,激光打孔
- 工件材质
- 不锈钢,铝合金,碳钢,PVC板,有机玻璃
- 年最大加工能力
- 1000000
- 年剩余加工能力
- 800000
- 厂家
- 安宇泰
- 加工产品范围
- 五金配件制品,电子元件,钟表,仪表,模具
- 打样周期
- 4-7天
- 加工周期
- 8-15天
超精密加工技术的发展趋势向更高精度方向发展:由现在的亚微米级向纳米级进军,以期达到移动原子的目的,实现原子级加工。向大型化方向发展:研制各类大型的超精密加工设备,以满足航空、航天、通信和安全的需要。向微型化方向发展:以适应飞速发展的微机械、集成电路的需要。向超精结构、多功能、光、加工检测一体化等方向发展:多采用先进的检测监控技术实时误差补偿。新工艺和复合加工技术不断涌现:使加工的材料的范围不断扩大1。航空及航海工业中导航仪器上特殊精密零件、雷射仪、光学仪器等也会运用超精密加工的技术。芯片超精密陶瓷叠层电容
超精密
精密磨削技术-电解在线砂轮修整技术(ELID)对于精密零件的加工生产,精密磨削技术是必不可少的。在半导体/LCD、MLCC和新能源电池等领域中,精密元件的使用率很高。常见的磨削技术的问题是,必须根据磨削后的弓形磨损量继续修整,这给保持同等质量带来了困难,因为表面状况会发生细微变化。简而言之,ELID磨削技术是一种在不断修整的同时进行抛光的技术。微泰采用了高精度的磨削技术,这些技术都以ELID技术和专有技术为基础,在这种技术中,我们生产的产品具有高精度、平坦度和高质量,这是很难生产的。真空板ELID磨削技术ELID磨削技术(真空板)。利用电解在线砂轮修整技术(ELID),提高真空吸附板、刀片的表面粗糙度,减少研磨时的毛刺,减少手动调节提高作业自动化。400mm见方的真空板平面度可达5um。芯片超精密半导体零件激光超精密加工的对象范围很宽,包括几乎所有的金属材料和非金属材料,适于材料的打孔、焊接、表面改性等。

现有物理打磨技术,接触式加工,磨损基石,需要切削油,加工后需要清洗,异形件打磨和局部打磨有难度。纳秒激光打磨有以下问题:产生细微裂纹,熔化-再凝固产生热变形,表面物性发生变化,周围会产生多个颗粒。飞秒激光打磨:改善现有打磨技术的问题-热影响极小,可以局部打磨,异形件打磨,不需要化学药剂-细微裂纹极少化表面物理特性变化少,在不改变物性值的情况下,提高表面粗糙度。高功率激光打磨:测量高度→获取高度数据→转换成面数据→去除表面凸起中等功率,利用中等功率激光可以刻画低功率时具有,清洗效果;抛光效果(也有去除微孔边缘毛刺的效果)抛光后,[AOI(自动光学检查)]对孔不良进行检测(手动或自动)(光学相机扫描仪)材料的边缘测量和修正材料位置误差。非常适合异形件打磨、抛光。局部打磨抛光。
微泰凭借30年的精密加工技术和锐利刀具的边缘技术,利用激光的微孔加工技术,生产了客户所需的各种产品。除了零件,我们还生产和供应需要装配的部件。与液晶面板(LCD)这样的大尺寸元件相比,微泰更倾向于半导体/MLCC/新能源电池等更小、更精密的领域,并且在尚未成功国产化的元件的国产化方面也取得了很大成就。从塑料树脂系列开始,我们生产和供应的材料几乎与客户提供的所有图纸相符,包括不锈钢、碳化钨、陶瓷和MMC材料,没有限制。应用于多个部件其他半导体/高水平平面度的金属板、由微孔构成的金属板、超精密加工件、多数部件组成的设备配件、组装件、半导体/MLCC/电池行业所需超精密元件。真空卡盘,晶圆卡盘、模组组装治具。倒装芯片键合TOOL。一旦产品图纸形成后,马上可以进行超精密激光加工,你可以很快得到新产品的实物。

高精度、高效率高精度与高效率是超精密加工永恒的主题。总的来说,固着磨粒加工不断追求着游离磨粒的加工精度,而游离磨粒加工不断追求的是固着磨粒加工的效率。当前超精密加技术如CMP、EEM等虽能获得极高的表面质量和表面完整性,但以部分放弃加工效率为保证。超精密切削、磨削技术虽然加工效率高,但无法获得如CMP、EEM的加工精度。探索能兼顾效率与精度的加工方法,成为超精密加工领域研究人员的目标。半固着磨粒加工方法的出现即体现了这一趋势。另一方面表现为电解磁力研磨、磁流变磨料流加工等复合加工方法的诞生。超精密加工包括微细加工、超微细加工、光整加工、精整加工等加工技术。芯片超精密分度盘
激光超精密加工可分为四类应用,分别是精密切割、精密焊接、精密打孔和表面处理。芯片超精密陶瓷叠层电容
在过去相当长一段时期,由于受到西方国家的禁运限制,我国进口国外超精密机床严重受限。但当1998年我国自己的数控超精密机床研制成功后,西方国家马上对我国开禁,我国现在已经进口了多台超精密机床。我国北京机床研究所、航空精密机械研究所(航空303)、哈尔滨工业大学、科技大学等单位现在已能生产若干种超精密数控金刚石机床。北京机床研究所是国内进行超精密加工技术研究的主要单位之一,研制出了多种不同类型的超精密机床、部件和相关的高精度测试仪器等,如精度达0.025μm的精密轴承、JCS—027超精密车床、JCS—031超精密铣床、JCS—035超精密车床、超精密车床数控系统、复印机感光鼓加工机床、红外大功率激光反射镜、超精密振动-位移测微仪等,达到了国际先进水平。芯片超精密陶瓷叠层电容
- PCD超精密MLCC 2025-11-14
- PCD超精密半导体流量阀 2025-11-14
- 高精度超精密吸附板 2025-11-13
- 半导体超精密倒装芯片键合 2025-11-13
- PCD超精密精密喷嘴 2025-11-13
- 代工超精密微孔 2025-11-13
- 飞秒激光超精密MLCC轮刀 2025-11-13
- 微米级超精密半导体流量阀 2025-11-13
- 飞秒激光超精密蚀刻 2025-11-13
- 代工超精密分配板 2025-11-12
- 微加工超精密真空板 2025-11-12
- 工业超精密陶瓷叠层电容 2025-11-12


