- 品牌
- 微泰
- 加工类型
- 激光切割,激光刻字,激光焊接,激光打孔
- 工件材质
- 不锈钢,铝合金,碳钢,PVC板,有机玻璃
- 年最大加工能力
- 1000000
- 年剩余加工能力
- 800000
- 厂家
- 安宇泰
- 加工产品范围
- 五金配件制品,电子元件,钟表,仪表,模具
- 打样周期
- 4-7天
- 加工周期
- 8-15天
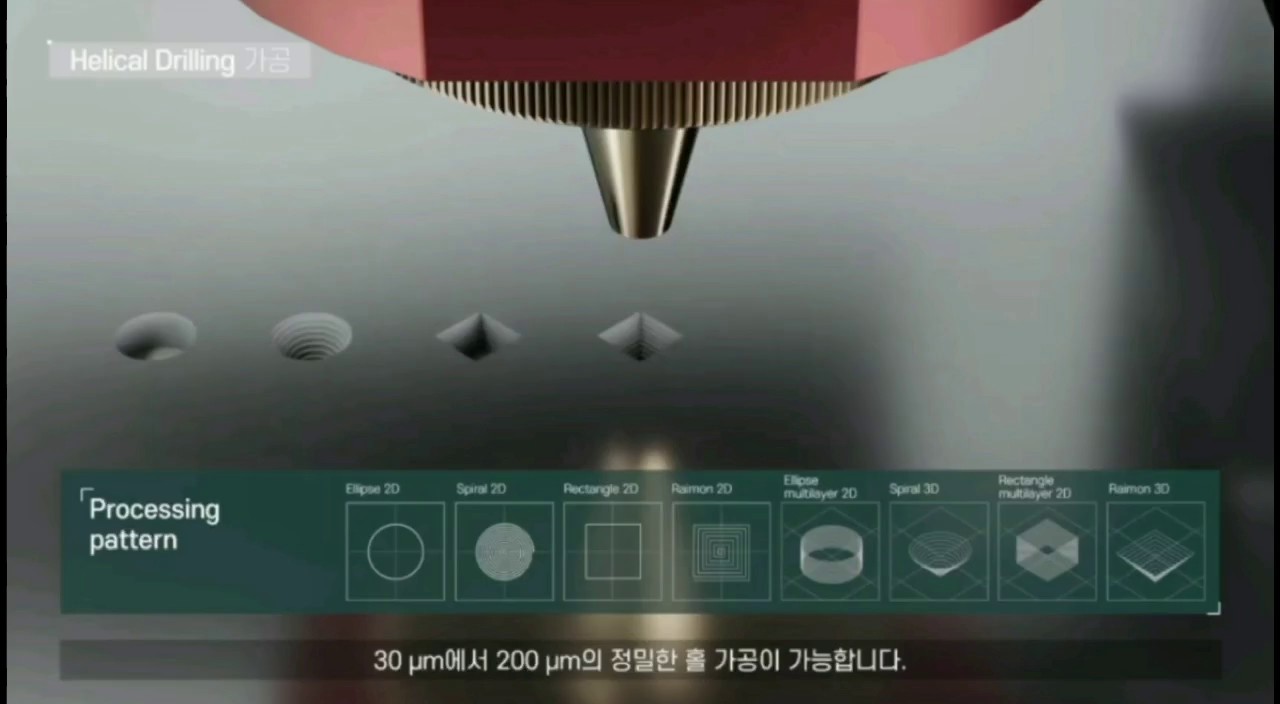
精密零件的加工生产离不开精密切削技术,半导体/LCD、MLCC、二次电池等领域尤其使用精密零件。一般磨削技术的问题是,磨削后要根据叶轮磨损量继续进行修整,修整后叶轮表面会发生细微变化,因此很难保持相同的质量。相反,ELID研磨技术可以解决这些问题,因为无需研磨即可连续工作。微泰的ELID(在线砂轮修正)技术和经验为基础,实现高精度的切削加工技术,由此生产的产品具有一般难以生产的高精度平坦度和质量。提高真空板(VACUUM板)表面粗糙度,改善刀片的表面粗糙度,减少研磨时的Burr,无需手动调整可以连续稳定作业。刀片可以做到,材料:碳化钨、氧化锆等。刀片厚度(t1):100㎛叶片。边缘厚度(t2):低于0.2㎛。刀刃线性度:低于5㎛。刀刃对称性:低于3㎛。刀片边缘粗糙度:Ra0.02㎛。角度(θ)精度:±0.3°激光超精密加工技术领域,全球有多家厂商参与竞争并提供各种不同类型的设备。主要厂商集中在亚洲、德国等。日本技术超精密异形孔
超精密
高精度、高效率高精度与高效率是超精密加工永恒的主题。总的来说,固着磨粒加工不断追求着游离磨粒的加工精度,而游离磨粒加工不断追求的是固着磨粒加工的效率。当前超精密加技术如CMP、EEM等虽能获得极高的表面质量和表面完整性,但以失去加工效率为保证。超精密切削、磨削技术虽然加工效率高,但无法获得如CMP、EEM的加工精度。探索能兼顾效率与精度的加工方法,成为超精密加工领域研究人员的目标。半固着磨粒加工方法的出现即体现了这一趋势。另一方面表现为电解磁力研磨、磁流变磨料流加工等复合加工方法的诞生。超精密覆膜贴合工具超精密加工包括微细加工、超微细加工、光整加工、精整加工等加工技术。

微泰利用激光制造和供应高质量的超精密零件,包括钻孔、成形、切割和抛光。它可以加工多种材料,包括PCDPCBN、陶瓷、硬质合金、不锈钢、热处理钢和钼,包括直接用于MLCC和半导体生产线的零件。他们生产的各种部件,甚至是进入该生产线的设备。特别是,我们专注于生产需要高难度、公差和几何公差的产品,并以30年的磨削技术、成型技术、钻孔技术和激光技术为后盾,力求客户满意。微泰,提供各种超精密零件,包括耗散零件、喷嘴、分度表和夹钳,以及用于MLCC和半导体领域的各种精密真空板。它可以加工和制造各种材料,包括不锈钢、硬质合金、氧化锆和陶瓷膜,并能生产和提供高质量的各种形状和喷嘴产品,以满足您的需求,这些产品具有高耐磨性。凭借30年的精密加工技术,我们不仅生产和供应零件,还生产和供应需要装配的超精密组件。特别是在MLCC、半导体和二次电池领域,这些领域要求小巧、精密和高质量,在制造尚未成功本地化的部件方面取得了很大成就。
现有物理打磨技术,接触式加工,磨损基石,需要切削油,加工后需要清洗,异形件打磨和局部打磨有难度。纳秒激光打磨有以下问题:产生细微裂纹,熔化-再凝固产生热变形,表面物性发生变化,周围会产生多个颗粒。飞秒激光打磨:改善现有打磨技术的问题-热影响极小,可以局部打磨,异形件打磨,不需要化学药剂-细微裂纹极少化表面物理特性变化少,在不改变物性值的情况下,提高表面粗糙度。高功率激光打磨:测量高度→获取高度数据→转换成面数据→去除表面凸起中等功率,利用中等功率激光可以刻画低功率时具有,清洗效果;抛光效果(也有去除微孔边缘毛刺的效果)抛光后,[AOI(自动光学检查)]对孔不良进行检测(手动或自动)(光学相机扫描仪)材料的边缘测量和修正材料位置误差。非常适合异形件打磨、抛光。局部打磨抛光。超精密激光切割集切割、雕刻、镂空等工艺于一身,可以满足各类材料的切割打孔,以及其他工艺需求。

微泰,主要用于MLCC领域,包括垂直刀片、W后跟切割刀和修剪刀片,以及PCD插入芯片断路器,这些断路器采用了原创先进技术。镜头切割器和刀具CL切割器、TCB拾取工具、折叠芯片模具、摄像头模组的拾取工具、我们为整个行业提供一系列高质量的定制和供应工具,包括用于片上薄片的焊接工具。我们还根据您的环境和需求量身定制了各种工具,并通过缩短时间和极短的套装来创造一系列附加值。我们还通过利用自动化检测功能进行产品管理,通过生产高质量产品来很大程度地提高客户满意度。微泰,凭借30年的专业经验和专业知识,21世纪公司在不同领域提供定制和供应设备和部件,包括MLCC、半导体和二次电池。除了MCT之外,它还拥有高速加工机床的精密几何加工技术、激光加工和成形技术以及使用ELID的超精密磨削技术,可以实现高精度和高质量的多用途和几何产品。凭借精密加工技术,我们生产的零件包括树脂系列、钢系列、不锈钢、有色金属、硬质合金和陶瓷膜等,质量高,能满足您的使用环境和需求。超精密飞秒激光技术是一种高精度、非接触、非热效应的加工方法,适用于各种材料的微细加工。飞秒激光超精密半导体零件
超快激光采用的超短脉冲激光是利用场效应进行加工,不仅可以达到更高的精度,并且不会对材料表面造成损伤。日本技术超精密异形孔
通过介于工件和工具间的磨料及加工液,工件及研具作相互机械摩擦,使工件达到所要求的尺寸与精度的加工方法。对于金属和非金属工件都可以达到其他加工方法所不能达到的精度和表面粗糙度,被研磨表面的粗糙度Ra≤0.025µm,加工变质层很小,表面质量高。精密研磨的设备简单,主要用于平面、圆柱面、齿轮齿面及有密封要求的配偶件的加工,也可用于量规、量块、喷油嘴、阀体与阀芯的光整加工。但精密研磨的效率较低(如干研速度一般为10 - 30m/min,湿研速度为20 - 120m/min),对加工环境要求严格,如有大磨料或异物混入时,将使表面产生很难去除的划伤。抛光是利用机械、化学、电化学的方法对工件表面进行的一种微细加工,主要用来降低工件表面粗糙度,常用的方法有手工或机械抛光、超声波抛光、化学抛光、电化学抛光及电化学机械复合加工等。手工或机械抛光是用涂有磨膏的抛光器,在一定的压力下,与工件表面做相对运动,以实现对工件表面的光整加工,加工后工件表面粗糙度Ra≤0.05µm,可用于平面、柱面、曲面及模具型腔的抛光加工,手工抛光的加工效果与操作者的熟练程度有关。超声波抛光是利用工具端面做超声振动,通过磨料悬浮液对硬脆材料进行光整加工。日本技术超精密异形孔
- PCD超精密MLCC 2025-11-14
- PCD超精密半导体流量阀 2025-11-14
- 高精度超精密吸附板 2025-11-13
- 半导体超精密倒装芯片键合 2025-11-13
- PCD超精密精密喷嘴 2025-11-13
- 代工超精密微孔 2025-11-13
- 飞秒激光超精密MLCC轮刀 2025-11-13
- 微米级超精密半导体流量阀 2025-11-13
- 飞秒激光超精密蚀刻 2025-11-13
- 代工超精密分配板 2025-11-12
- 微加工超精密真空板 2025-11-12
- 工业超精密陶瓷叠层电容 2025-11-12



