- 品牌
- 微泰
- 加工类型
- 激光切割,激光刻字,激光焊接,激光打孔
- 工件材质
- 不锈钢,铝合金,碳钢,PVC板,有机玻璃
- 年最大加工能力
- 1000000
- 年剩余加工能力
- 800000
- 厂家
- 安宇泰
- 加工产品范围
- 五金配件制品,电子元件,钟表,仪表,模具
- 打样周期
- 4-7天
- 加工周期
- 8-15天
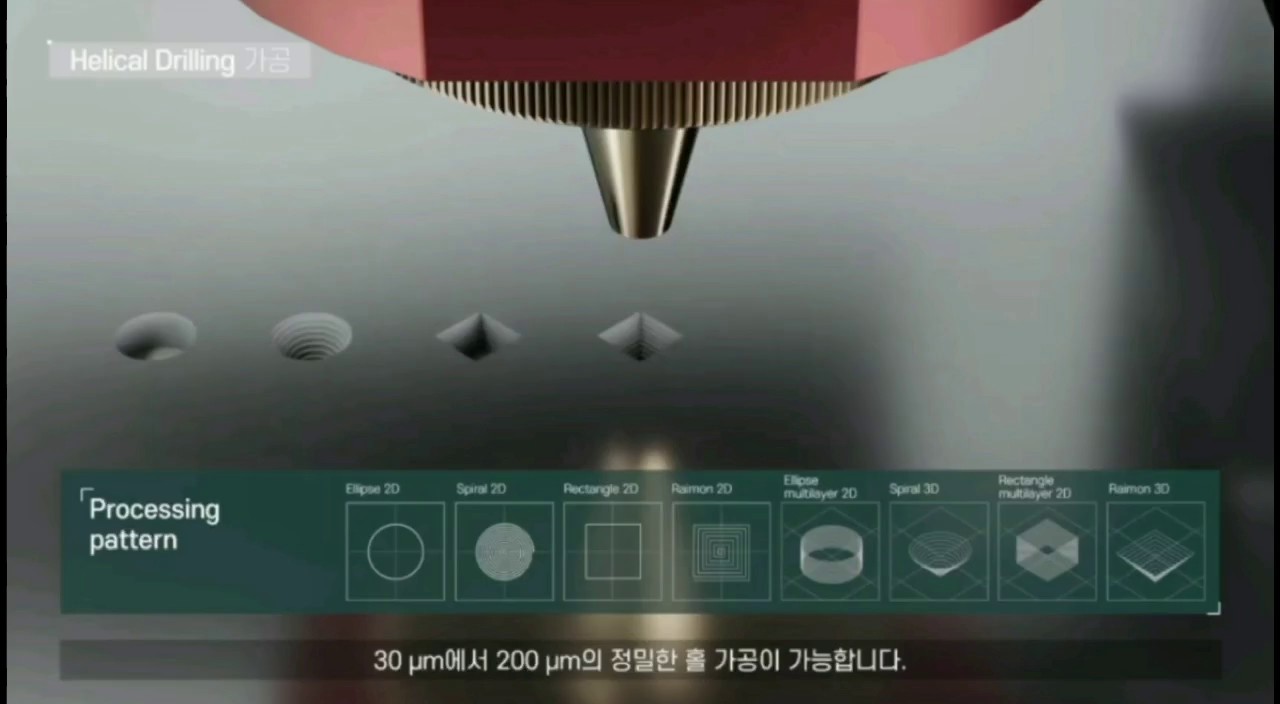
超精密加工超精密加工(Ultra-precision machining)是一种高度精确的制造技术,通常用于生产具有极高表面质量和尺寸精度的零部件。这种技术广泛应用于光学、航空航天、医疗器械等领域。以下是一些关于超精密加工的关键点:特点和应用高精度:超精密加工能够实现纳米级别的精度,这使得它非常适合用于制造光学镜头、半导体器件和其他需要极高精度的产品。表面质量控制:超精密加工的目标是通过表面质量控制获得预定的表面功能。例如,光学镜片的表面需要非常光滑以确保光线的正确传播。超精密激光加工钻孔也可以在电子产品表面,也可用于手机扬声器、麦克风及其他玻璃上的钻孔。超快超精密陶瓷叠层电容
超精密
超精密加工技术,是现代机械制造业主要的发展方向之一。在提高机电产品的性能、质量和发展高新技术中起着至关重要的作用,并且已成为在国际竞争中取得成功的关键技术。超精密加工是指亚微米级(尺寸误差为0.3~0.03µm,表面粗糙度为Ra0.03~0.005µm)和纳米级(精度误差为0.03µm,表面粗糙度小于 Ra0.005µm)精度的加工。实现这些加工所采取的工艺方法和技术措施,则称为超精加工技术。加之测量技术、环境保障和材料等问题,人们把这种技术总称为超精工程。微加工超精密异形孔当精密加工已无法达到更好的形状精度、表面粗糙度与尺寸精度时,就会需要使用到超精密加工的技术。

20世纪60年代为了适应核能、大规模集成电路、激光和航天等技术的需要而发展起来的精度极高的一种加工技术。到80年代初,其加工尺寸精度已可达10纳米(1纳米=0.001微米)级,表面粗糙度达1纳米,加工的小尺寸达 1微米,正在向纳米级加工尺寸精度的目标前进。纳米级的超精密加工也称为纳米工艺(nano-technology) 。超精密加工是处于发展中的跨学科综合技术。20 世纪 50 年代至 80 年代为技术开创期。20 世纪 50 年代末,出于航天等技术发展的需要,美国率先发展了超精密加工技术,开发了金刚石刀具超精密切削——单点金刚石切削(Single point diamond turning,SPDT)技术,又称为“微英寸技术”,用于加工激光核聚变反射镜、战术导弹及载人飞船用球面、非球面大型零件等。
超精密加工是指在微米级或纳米级尺度上进行的加工技术,它能够制造出具有极高精度和表面质量的零件。这种加工技术广泛应用于半导体制造、光学元件、医疗器械、航空航天等领域。超精密加工技术包括超精密车削、磨削、铣削、抛光等工艺,这些工艺要求使用高精度的机床设备、高质量的刀具材料以及精细的加工参数控制。随着科技的进步,超精密加工技术正向着更高的精度、更复杂的形状和更广泛的应用领域发展。超精密技术是指在制造和测量过程中达到极高的精度和精确度。这种技术广泛应用于半导体制造、精密工程、航空航天、医疗设备等领域。超精密加工技术能够实现微米甚至纳米级别的加工精度,而超精密测量技术则能够检测出极微小的尺寸变化和形状误差。随着科技的发展,超精密技术在提高产品质量、性能和可靠性方面发挥着越来越重要的作用。激光超精密加工打孔在PCB行业应用广,激光在PCB上不仅加工速度快,能打2μm以下的小孔微孔及隐形孔的钻孔。
高精度、高效率高精度与高效率是超精密加工永恒的主题。总的来说,固着磨粒加工不断追求着游离磨粒的加工精度,而游离磨粒加工不断追求的是固着磨粒加工的效率。当前超精密加技术如CMP、EEM等虽能获得极高的表面质量和表面完整性,但以失去加工效率为保证。超精密切削、磨削技术虽然加工效率高,但无法获得如CMP、EEM的加工精度。探索能兼顾效率与精度的加工方法,成为超精密加工领域研究人员的目标。半固着磨粒加工方法的出现即体现了这一趋势。另一方面表现为电解磁力研磨、磁流变磨料流加工等复合加工方法的诞生。超精密激光加工是可以高速制造精密零件的加工技术,它可以减少工业废物,同时将有害物质的排放量降低。微加工超精密异形孔
激光超精密加工具有切割缝细小的特点。激光切割的割缝一般在0.1-0.2mm。超快超精密陶瓷叠层电容
(2)超精密异形零件加工。例如航空高速多辨防滑轴承的内滚道/激光陀螺微晶玻璃腔体,都是用超精密数控磨削加工而成的。陀螺仪框架与平台是形状复杂的高精度零件,是用超精密数控铣床加工的。(3)超精密光学零件加工。例如激光陀螺的反射镜的平面度达0.05μm,表面粉糙度Rα达0.001μm、它是由超精密抛研加工、再进行镀膜而成,要求反射率达99.99%。—些高精度瞄准系统要求小型化,所以用少量非球面镜来代替复杂的光学系统。这些非球镜是用超精密车、磨、研、抛加工而成的。近期,二元光学器件的理论研究进展很大,二元光学器件的制造设备是专门的超精密加工设备。在民用方面,隐形眼镜就是用超精密数控车床加工而成的。计算机的硬盘、光盘、复印机等高技术产品的很多精密零件都是用超精密加工手段制成的。超快超精密陶瓷叠层电容
- PCD超精密MLCC 2025-11-14
- PCD超精密半导体流量阀 2025-11-14
- 高精度超精密吸附板 2025-11-13
- 半导体超精密倒装芯片键合 2025-11-13
- PCD超精密精密喷嘴 2025-11-13
- 代工超精密微孔 2025-11-13
- 飞秒激光超精密MLCC轮刀 2025-11-13
- 微米级超精密半导体流量阀 2025-11-13
- 飞秒激光超精密蚀刻 2025-11-13
- 代工超精密分配板 2025-11-12
- 微加工超精密真空板 2025-11-12
- 工业超精密陶瓷叠层电容 2025-11-12


