- 品牌
- 微泰
- 加工类型
- 激光切割,激光刻字,激光焊接,激光打孔
- 工件材质
- 不锈钢,铝合金,碳钢,PVC板,有机玻璃
- 年最大加工能力
- 1000000
- 年剩余加工能力
- 800000
- 厂家
- 安宇泰
- 加工产品范围
- 五金配件制品,电子元件,钟表,仪表,模具
- 打样周期
- 4-7天
- 加工周期
- 8-15天
精密机械精密机器的设计目的是制造具有极高精度和严格公差的零件。这些机器利用先进的控制系统,在计算机数控 (CNC) 技术的指导下,执行精确的切割、铣削、车削或钻孔操作。常见的例子包括数控铣床、数控车床和走心式车床。精密制造精密制造是指整个制造业用于生产高精度零部件的一系列实践和流程。这种方法包括使用精密机器、严格的质量控制措施和先进技术,以确保产品始终满足精确的规格,并尽量减少差异。CNC制造CNC 制造涉及使用计算机数控 (CNC) 机器,这些机器经过编程以高精度和高效率执行指定操作。该技术简化了生产过程并提高了制造零件的质量。超精密激光切割技术已经被应用于精密电子、装饰、模具、手机数码、钣金和五金等行业。微加工超精密CHUCK
超精密
精密激光打孔是激光微加工重要的一方面,其应用范围很广,包括金属钻孔,陶瓷钻孔,半导体材料钻孔,玻璃钻孔,柔性材料钻孔等等,尤其是针对一些坚硬易碎或者弹性较大的材料,如西林瓶打孔、安瓿瓶打孔、输液袋打孔等气密性检测相关,陶瓷,蓝宝石,薄膜等优势尤为明显。目前弘远激光智能科技有限公司能够实现高深径比的精密钻孔,高效密集钻孔,比如安瓿瓶、西林瓶打微米孔,打裂纹,输液袋打微米孔、医用雾化片打孔等等。超精密激光打孔因为其材料特殊,用以往的打孔机械如果掌握不好,打出来的孔会出现扁孔、多边孔等不圆的情况,而且打出来的孔不光滑孔口毛边很大,有的还需要进行二次加工才能使用。而且机械打孔目前不能实现微米级别打孔,随着人们对打孔工艺的要求越来越精细,其传统的机械加工方法已不能满足各种打孔加工速度、质量、深径比等要求。特别是薄铝板的打孔与切割,其要求更是越来越高,而激光打孔可以满足许多加工的特殊要求。韩国技术超精密镜头夹持器超精密激光可以高效实现微米级尺寸、特殊形状、超精度的加工,材料表面无熔化痕迹,边缘光滑无飞溅物。

超精密加工技术的特点及其应用超精密加工目前尚没有统一的定义,在不同的历史时期,不同的科学技术发展水平情况下,有不同的理解。通常我们把被加工零件的尺寸精度和形位精度达到零点几微米,表面粗糙度优于百分之几微米的加工技术称为超精密加工技术。超精密加工的重要手段包括①超精密切削,如超精密金刚石刀具镜面车削、销削和铣削等;②超精密磨削、研磨和抛光;③超精密微细加工(电子束、离子束、激光束加工以及微硅器件的加工、LIGA技术等)。
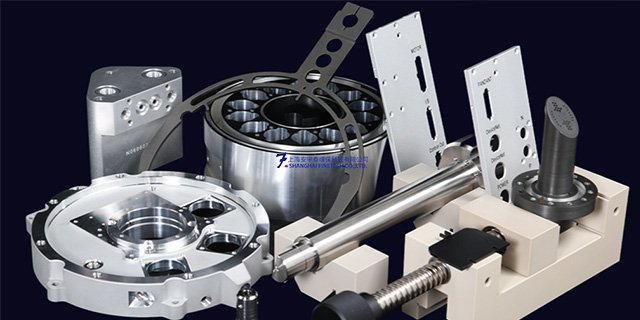
我们说的微孔,大部分是用肉眼是看不到的,用放大镜放大,用手机镜头放大都看不到,这是在2毫米见方上开的25个微孔,肉眼是看不到的,在显微镜下才能看到。这是在直径1厘米的钢板上开的一百多个微孔,肉眼隐约可见,对着亮光就可以清晰可见。21 世纪公司利用独有的飞秒激光技术,生产超精密零件,包括钻孔、成形、切割和抛光。 它可以加工多种材料,包括 PCD、 PCBN、陶瓷、硬质合金、不锈钢、热处理钢、钼,我们专注于生产需要高难度、高公叉和高几何公叉的产品,并以 30 年的磨削技术、成型技术、钻孔技术和激光技术为后盾,解决客户的难题,力求客户满意。有问题请联系 上海安宇泰环保科技有限公司总代理超精密加工是为了适应核能、大规模集成电路、激光和航天等技术的需要而发展起来的精度极高的一种加工技术。
超精密加工技术市场是国家高技术集中的市场,它既是高代价、高投入的工艺技术,又是高增值、高回报的工艺技术,世界工业先进国家都把它放在国家技术和经济振兴的重要位置。试举几例。(1)超精密零件加工。例如惯性导航仪器系统中的气浮陀螺的浮子及支架、气浮陀螺马达轴承等零件的尺寸精度、圆度和圆柱度都要求达到亚微米级精度;人造卫星仪器轴承是真空无润滑轴承,其孔和轴的表面粗糙度Rα达到1nm,圆度和圆柱度均为纳米级精度,这些零件都是用超精密金刚石刀具镜面车削加工的。精密液压控制系统中的精密伺服阀的阀芯与阀套的配合精度也常在亚微米等级,它是用超精密磨削方法加工的。透过超精密加工产生出来的零件精细度高,不仅能提升产品的品质与耐用度,还能达到客制化的效果。高精度超精密气体流量阀
超精密激光加工属于非接触加工,不会对材料造成机械挤压或应力。热影响区和变形很小,能加工微小的零部件。微加工超精密CHUCK
美国是早期研制开发超精密加工技术的国家。早在1962年,美国就开发出以单点金刚石车刀镜面切削铝合金和无氧铜的超精密半球车床,其主轴回转精度为 0.125µm,加工直径为Ø100mm的半球,尺寸精度为±0.6µm,粗糙度为Ra0.025µm。1984年又研制成功大型光学金刚石车床,可加工重1350kg,Ø1625mm的大型零件,工件的圆度和平面度达0.025µm,表面粗糙度为Ra0.042µm。在该机床上采用多项新技术,如多光路激光测量反馈控制,用静电电容测微仪测量工件变形,32位机的CNC系统,用摩擦式驱动进给和热交换器控制温度等。美国利用自己已有的成熟单元技术,只用两周的时间便组装成了一台小型的超精密加工车床(BODTM型),用刀尖半径为5~10nm的单晶金刚石刀具,实现切削厚度为1nm (纳米)的加工。尽管如此,美国还是继续把微米级和纳米级的加工技术作为国家的关键技术之一,这足以说明美国对这一技术的重视。微加工超精密CHUCK
- PCD超精密MLCC 2025-11-14
- PCD超精密半导体流量阀 2025-11-14
- 高精度超精密吸附板 2025-11-13
- 半导体超精密倒装芯片键合 2025-11-13
- PCD超精密精密喷嘴 2025-11-13
- 代工超精密微孔 2025-11-13
- 飞秒激光超精密MLCC轮刀 2025-11-13
- 微米级超精密半导体流量阀 2025-11-13
- 飞秒激光超精密蚀刻 2025-11-13
- 代工超精密分配板 2025-11-12
- 微加工超精密真空板 2025-11-12
- 工业超精密陶瓷叠层电容 2025-11-12



