- 品牌
- 方鼎
- 型号
- 齐全
- 加工定制
- 是
- 产地
- 江苏
- 厂家
- 南通方鼎精密铸造有限公司
一般情况下,精密铸造件尺寸精度是受铸件结构、铸件材质、制模、制壳、焙烧、浇注等多方因素影响的,其中任何一个环节设置、操作不合理都会使铸件的收缩率产生变化,导致铸件尺寸精度与要求有偏差。以下是可造成精密铸件尺寸精度缺陷的因素:(1)铸件结构的影响:a.铸件壁厚,收缩率大,铸件壁薄,收缩率小。b.自由收缩率大,阻碍收缩率小。(2)铸件材质的影响:a.材料中含碳量越高,线收缩率越小,含碳量越低,线收缩率越大。b.常见材质的铸造收缩率如下:铸造收缩率K=(LM-LJ)/LJ×100%,LM为型腔尺寸,LJ为铸件尺寸。K受以下因素的影响:蜡模K1、铸件结构K2、合金种类K3、浇注温度K4。(3)制模对铸件线收缩率的影响:a.射蜡温度、射蜡压力、保压时间对熔模尺寸的影响以射蜡温度明显,其次为射蜡压力,保压时间在保证熔模成型后对熔模终尺寸的影响很小。南通方鼎精密铸造有限公司是一家专业提供铸件的公司,有想法的可以来电!河北卡车铸件定制

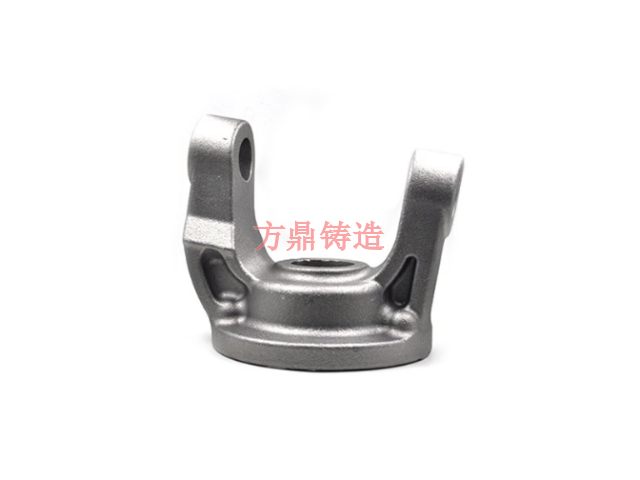
可用熔模铸造法生产的合金种类有碳素钢、合金钢、耐热合金、不锈钢、精密合金、永磁合金、轴承合金、铜合金、铝合金、钛合金和球墨铸铁等。熔模铸件的形状一般都比较复杂,铸件上可铸出孔的小直径可达0.5mm,铸件的小壁厚为0.3mm。在生产中可将一些原来由几个零件组合而成的部件,通过改变零件的结构,设计成为整体零件而直接由熔模铸造铸出,以节省加工工时和金属材料的消耗,使零件结构更为合理。熔模铸件的重量大多为零到几十牛(从几克到十几千克,一般不超过35千克)。熔模铸造工艺过程较复杂,且不易控制,使用和消耗的材料较贵,故它适用于生产形状复杂、精度要求高、或很难进行其它加工的小型零件,如涡轮发动机的叶片等。河北卡车铸件定制铸件,就选南通方鼎精密铸造有限公司,有想法的可以来电!
方鼎精铸公司为促进铸造产业发展,使精密铸造企业的规模在合理的范围之内。《我国精密铸造产业“十二五”发展规划》中提出,到2015年精密铸造企业数量将从3万家减少到2万家左右,到2020年减少到1万家左右,同时,大幅度降低铸造能源消耗,30%企业达到发达工业化国家水平;铸造企业的废物、废气排放达到国家标准或地方标准;在“十一五”基础上,节能减排目标达到能耗降低10%,排污降低15%,实施“我国精密铸造产业准入条件”,关闭浪费资源、污染环境和不具备安全生产条件的企业。我国精密铸造铸造技术除厂点多,从业人员多,产量大以外,与发达国家相比,在质量、效率、能源与材料消耗、劳动条件与环境保护等方面都存在差距。据悉,当前世界上工业发达国家精密铸造技术的发展归纳起来大致有四个目标,我国的精密铸造行业也应该向这四个方面挺近:1.提高铸件质量和可靠性,生产近终形铸件;2.缩短交货期;3.保护环境,减少以至消除污染;4.降低生产成本。我国精密铸造还不能达到这几点目标,要使我国精密铸造产业达到世界先进水平就必须从我国的实际出发,以尽快促进精密铸造产业发展。
南通方鼎精密铸造有限公司采用的失蜡铸造铸造工艺生产系列的碳素钢,合金钢,不锈钢精密铸造零件,不断进行技术改进,采用全自动射蜡机,制壳焙烧流线线生产,节省的人力,有效控制技术质量参数,缩短了铸造流程时间。熔模精密铸造获得的产品精密、复杂,接近于零件形状,可不加工或很少加工就直接使用,是一种近净形成形的先进工艺,是铸造行业中一项优异的工艺技术,其应用广。它不仅适用于各种类型、各种合金的铸造,而且生产出的铸件尺寸精度、表面质量比其他铸造方法要高,甚至其他铸造方法难于铸得的复杂、耐高温、不易于加工的铸件,均可采用熔模精密铸造铸得。铸件,就选南通方鼎精密铸造有限公司,用户的信赖之选,有需要可以联系我司哦!

中文名熔模精密铸造工艺外文名precision-investmentcasting别名熔模铸造或失蜡铸造,南通方鼎精密铸造有限公司采用的失蜡铸造铸造工艺生产系列的碳素钢,合金钢,不锈钢精密铸造零件,熔模精密铸造是指用易熔材料制成可熔性模型,在其上涂覆若干层特制的耐火涂料,经过干燥和硬化形成一个整体型壳后,再用蒸汽或热水从型壳中熔掉模型,然后把型壳置于砂箱中,在其四周填充干砂造型,将铸型放入焙烧炉中经过高温焙烧,铸型或型壳经焙烧后,于其中浇注熔融金属而得到铸件。南通方鼎精密铸造有限公司是一家专业提供铸件的公司,欢迎您的来电哦!河北卡车铸件定制
南通方鼎精密铸造有限公司是一家专业提供铸件的公司,欢迎您的来电!河北卡车铸件定制
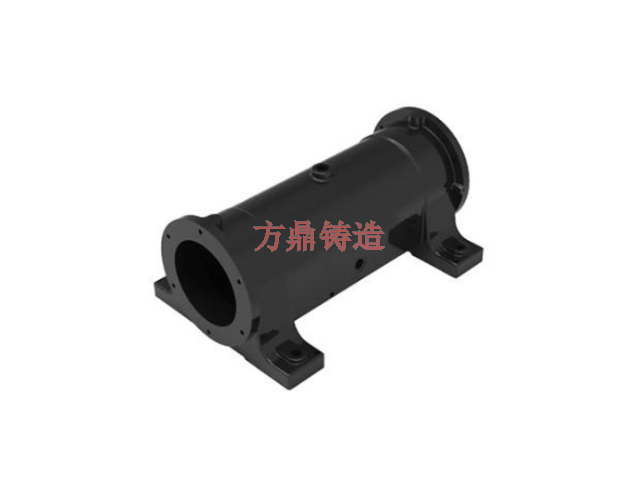
轨道交通类工程机械类电梯配件物流搬运机械类农机类其它机械类南通方鼎精密铸造有限公司采用的失蜡铸造铸造工艺生产系列的碳素钢,合金钢,不锈钢精密铸造零件,精密铸造工艺复杂,其中工序主要包括工艺设计、压型设计及制造、浇注系统设计、压制蜡模、修补蜡模、蜡模组合、模组清洗脱脂、粘浆、撒砂、干燥、脱蜡、模料回用、型壳焙烧、合金熔化及浇注、脱壳、抛丸、去除浇冒口、清洗、初检、补焊、热处理、清砂、、抛光、二次检验等。河北卡车铸件定制
一般情况下,精密铸造件尺寸精度是受铸件结构、铸件材质、制模、制壳、焙烧、浇注等多方因素影响的,其中任何一个环节设置、操作不合理都会使铸件的收缩率产生变化,导致铸件尺寸精度与要求有偏差。以下是可造成精密铸件尺寸精度缺陷的因素:(1)铸件结构的影响:a.铸件壁厚,收缩率大,铸件壁薄,收缩率小。b.自由收缩率大,阻碍收缩率小。(2)铸件材质的影响:a.材料中含碳量越高,线收缩率越小,含碳量越低,线收缩率越大。b.常见材质的铸造收缩率如下:铸造收缩率K=(LM-LJ)/LJ×100%,LM为型腔尺寸,LJ为铸件尺寸。K受以下因素的影响:蜡模K1、铸件结构K2、合金种类K3、浇注温度K4。(3)制模对铸...
- 青海工程机械配件铸件厂家推荐 2024-11-08
- 青海汽车铸件流水线 2024-11-07
- 北京不锈钢铸件公司排名 2024-11-03
- 河北轨道交通铸件来图 2024-10-25
- 重庆汽车铸件流水线 2024-10-12
- 青海管铸件厂家推荐 2024-10-09
- 北京硅溶胶铸件铸钢 2024-09-28
- 宁夏不锈钢铸件公司排名 2024-09-27
- 青海硅溶胶铸件供应商 2024-09-26
- 新疆精密铸件定制 2024-09-25
- 甘肃卡车铸件流水线 2024-09-23
- 安徽机械铸件厂家推荐 2024-09-23
- 浙江汽车铸件有限公司 2024-09-22
- 上海阀体铸件多年行业经验 2024-09-22
- 浙江卡车铸件来图 2024-09-22
- 陕西五金配件铸件 2024-09-22




- 重庆汽车铸件流水线 10-12
- 青海管铸件厂家推荐 10-09
- 北京硅溶胶铸件铸钢 09-28
- 宁夏不锈钢铸件公司排名 09-27
- 青海硅溶胶铸件供应商 09-26
- 新疆精密铸件定制 09-25
- 青海铸件多年行业经验 09-24
- 宁夏工程机械配件铸件有限公司 09-24
- 上海农机铸件公司排名 09-23
- 山西水玻璃铸件厂家排名 09-23