装上相应规格的插件,将纸装入卷纸器,将插件送入到模具中心的位置,压下模具,再次确认模具的高低,用正转或反转来检验,调到可以正常回转一圈为止。将端子机设为自动。选择显示屏上的寸动,再按启动键,将线、模具、插件调到位。进行铆接,按作业指导书要求调到合适位置。锁紧螺母,品种存档,确认铆接牢固是否达到要求。完毕后,关闭端子机电源,界面返回至进入状态,关闭总电源,关闭气源,断开电源开关。将待压接的导线或电缆插入模具中,并确保导线或电缆的接触位置正确。调整压接机的压接力度和压接时间,根据导线或电缆的规格和要求进行设置。按下压接按钮进行压接操作,并保持按压一段时间以确保压接牢固。压接机的结构坚固,耐用可靠。自动压接机

伺服电机的压接机在稳定性方面通常比传统电机更优异。伺服电机具有高精度、高响应速度、高控制精度的特点,能够更好地适应压接过程中的变化,并快速调整压接机的运动状态,从而提高压接的质量和一致性。同时,伺服电机还具有较高的过载能力和较好的动态性能,能够在压接过程中承受较大的负载和突变的外力,保证压接机的稳定性和可靠性。但是,伺服电机的压接机也有其局限性,例如成本较高、维护成本也较高。此外,压接机的稳定性还受到其他因素的影响,如机械结构、控制系统、操作人员等。因此,在选择压接机时,需要根据实际需求和使用场景进行综合考虑,选择适合的压接机类型。六角压接机维修它能提高电线连接的效率和稳定性。

压接机可以分为以下几种类型:液压压接机:使用液压泵站提供液压高压油来推动液压钳工作,进行压接。大吨位压接机(冲床):通常用于较大规模的生产任务,能够处理更重的材料或更复杂的压接需求。绝缘端子压接机:专门用于绝缘端子的压接,能够确保电线和连接器之间的良好接触和绝缘。压接钳分体式压接机:这种压接机通常较小,适用于一些特定的压接任务,如小型连接器的压接等。手摇式液压压接机:这种压接机通常较小,使用液压原理进行压接,但需要手动摇动泵杆来提供液压高压油。这些不同类型的压接机可以根据不同的需求和场景选择使用,以达到的压接效果。
压接机的操作方法如下:接通电源,打开总电源开关。进入触摸显示屏主界面,先进入参数设置将端子机打开,后返回进入自动操作界面。按作业指导书要求选择尺寸,确定所铆接线头在“1”的位置上,在压端及截线两种模式中,选择压端模式。放入相等规格,颜色的导线,沿滚轮顺序依次进入导管,导线露出导管即可,两滚轮压牢,用手拉动线,不能拉动即可。选择所铆接插件的模具,放入设备上,旋紧旋钮,确定模具锁紧牢固,打开端子机电源,按下“自动/手动”按钮,显示器红灯为手动,绿灯为自动。当显示红灯时,按下正转或反转,当模具上模下压至可以正常回转一圈,即可。如有不符,可调整模具上调节螺母。满足日益增长的生产需求。

压接设备常见的问题包括以下几个方面:压接高度过小或过大:压接高度是指导体压接区在压接后的横截面高度,它是良好压接重要的特征。过小或过大的压接高度无法保持规定的线缆端子压接强度,会减小线缆拉拔力和额定电流,一般情况下还会引起压接头在非正常的工作条件下性能降低。绝缘层高度过大或过小:由于绝缘类型和厚度的多样性,连接器厂家一般不会提供绝缘层的压接高度。过小的绝缘压接区会使绝缘压接区中金属应力过大,消弱应力释放功能。许多压接工具可以单于导体压接高度从而调节绝缘压接高度。线芯松散:线芯松散使另一个常见问题。如果线芯没有完全封闭在导体压接区,压接件的强度和电流负载能力都会大幅降低。部分压接机还可用于压接电缆接头。连接器压接机功能
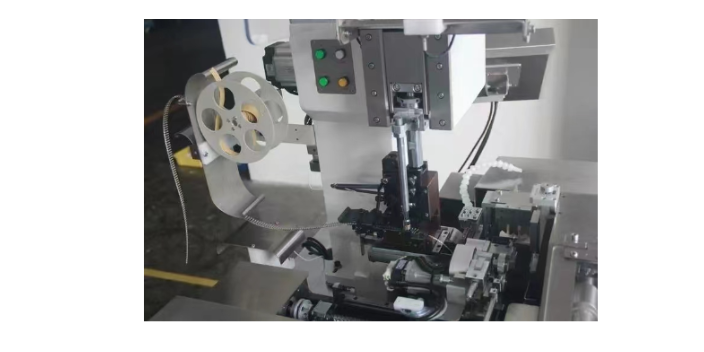
部分压接机具备自动化生产线集成功能。自动压接机
例如,某大型汽车线束生产企业引进了先进的全自动压接机生产线。这些压接机不仅能够快速完成复杂的线束压接任务,而且能够通过智能化的检测系统,实时监控压接质量,确保每一个连接都符合严格的质量标准。这不仅提高了生产效率,还降低了次品率,提升了企业的市场竞争力。在选择压接机时,企业需要综合考虑多方面因素。首先是生产规模和产量需求,如果是大规模生产,全自动压接机可能是更推荐择;其次是压接的精度要求,对于高精度的电子或航空航天领域,需要选择精度更高的设备;再者是设备的稳定性和可靠性,这直接关系到生产的连续性和产品质量。为了确保压接机的长期稳定运行和比较好性能,定期的维护和保养是必不可少的。自动压接机