旋风铣加工高精度包装机计量螺杆失重称喂料螺杆在包装机械领域的应用计量螺杆包装机械的应用非常广。如粉剂包装机、颗粒包装机、失重称喂料机都采用了螺旋下料,精确计量包装。其螺杆形式也不尽相同。传统计量螺杆制作方法采用螺旋片焊接工艺,随着对计量精度的要求,目前南京创远采用CNC旋风铣、CNC螺杆铣整体棒料铣削,可完成难加工材料316不锈钢等高精度的变距、变径计量螺杆的加工。粉剂包装机螺杆适用于化工、食品、农副产品等行业的粉状、粉末、粉体状物料的定量包装;如:奶粉、淀粉、农药、兽药、预混料、添加剂、调味品、饲料、酶制剂等;颗粒包装机螺杆适用于橡胶颗粒、塑胶颗粒、肥料颗粒、饲料颗粒、化工颗粒、粮食颗粒、建材颗粒、金属颗粒封颗粒物料的定量包装。失重秤喂料螺杆是一种利用单位时间内物料减少速率来核算物料流量的定量给料设备,采用静态称量,动态控制的方法,是一种高精度的计量给料控制系统旋风铣刀具寿命较长。广东螺纹套旋风铣哪里买
旋风铣切削螺纹的优点:加工效率高,比传统加工效率可提高10倍以上,产品-刀成形,偏心切削不需退刀,不改动车床结构,螺旋升角可调,安装方便,表面粗糙度可达Ra0.8微米,加工精度提高2级,车床轴向进给慢,易于操作,对工人专业技术能降低。旋风铣的切削形式分为:内切式、外切式。旋风铣为什么要斜角?这里所指的斜角就是,旋风铣加工里的螺旋升角-在中径圆柱面上螺旋线的切线与垂直于螺旋线轴线的平面的夹角。对应的就是螺纹工件的牙型角-螺纹轴向平面内螺纹牙型两侧边的夹角。牙型斜角-螺纹牙型的侧边与螺纹轴线的垂直平面的夹角。对称牙型根据旋风铣切削原理是需要螺旋升角的。山西旋风铣特点加工过程可进行实时监控。

内切式旋风铣由于包络行程长,切削量大,切削力较外旋风铣相对效率高;如果用常规的焊接式硬质合金刀头加工,因不易对刀,只能装夹一把成型刀,因此刀痕粗,精度略低(既使装夹多把成型刀具,也无法保证齿形的中心线及安装的基准一致);内切式旋风铣因工件穿过主轴内孔,受结构限制,加工螺旋升角一般不超过12°-14°;如果通过增大内孔来增大倾角,只能造成齿形过切,无法保证齿形精度;因此内切式旋风铣必须解决刀具问题,实现多刀成型铣削,如机夹旋风铣刀,才能保证工件的表面质量、齿形的精度等级
数控旋风铣的优势:快速提高生产效率:数控旋风铣比传统加工效率提高10-30倍,为您降低生产成本!延长机床使用寿命:机床节电50%,有效降低经营成本!加工精度更高:加工螺纹产品一刀成型,不需要退刀槽,表面粗糙度可达Ra0.8微米,加工精度提高2级!操作简便:对操作工人专业技能要求降低,降低人力成本投入及工人劳动强度!数控旋风铣机床是与普通车床配套的高速铣削螺纹装置,可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。刀具安装在高速旋转的刀盘上。

加工数量日益增多的螺钉零件(如动车行业)时,如同在螺纹旋风铣中一样,采用多刃刀具有多方面的优势。旋风铣属于多刃切向加工,这样一来,就要求切削刃坚固安全,能够承受中等的机械和热负荷。切屑较短是另一项优势(在较长的螺纹车削走刀中,这往往是个问题),因为同螺纹车削需要多次走刀相比,旋风铣只需一次走刀即可。通过使刀具靠近机床主轴上支撑工件的位置,就能在螺纹旋风铣时确保长工件的稳定性。现在,通过正确选择加工参数,就可以更容易地设定螺纹旋风铣,在加工要求苛刻的材料时极为可靠和高效,并且能获得理想的结果。螺纹旋风铣在不断地优化,不断地更新。不就的将来螺纹旋风铣,数控旋风铣,旋风铣,在螺纹加工行业一直被人们所使用能够适应不同的生产环境和条件。常州空压机螺杆旋风铣哪里好
螺纹尺寸和形状限制较少。广东螺纹套旋风铣哪里买
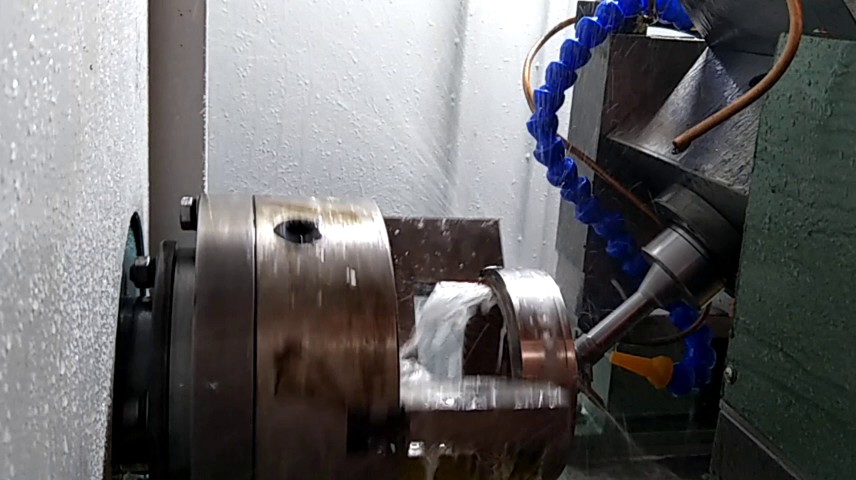
一般小导程滚珠丝杠都采用单线,中,大或超大导程采用两线或多线。丝杠的高效加工方法——旋风铣削丝杠。丝杠的高效加工旋风铣是安装在车床上与车床配套的高速铣削螺纹装置,将旋风铣安装在车床中拖板上车床夹持丝杠完成低速进给运动,旋风铣带动外旋刀盘硬质合金刀具高速旋转,完成切削运动。从丝杠上铣削出螺纹的螺纹加工方法。因其铣削速度高(速度达到400m/min)加工效率很快,并采用压缩空气进行排屑冷却,加工过程中切屑飞溅如旋风而得名-丝杠旋风铣。广东螺纹套旋风铣哪里买