瑞士型走心机+旋风铣刀座该方式只需在走心机上加装旋风铣刀座,精度高,数控化自动加工,加工范围较广且不需要购买专用机床,投资少,效益高;并且可以完成车铣钻等后续一系列其他加工工序,可以实现无人值守高效加工;是接骨螺钉和小蜗杆等零件的加工解决方案。南京创远旋铣装备制造有限公司,20年专注旋风铣,提供全套螺杆旋风铣技术解决方案;公司拥有多名旋风铣削行业从业近20年丰富经验的的高级工程师、高级技工团队,凭借多年的旋风铣削技术应用经验,以及3000多家客户经验积累,本着“创新驱动,诚信致远”的经营理念,不断引入新技术并推广到市场,视创新为企业生命力,致力打造国内先进的旋风铣削装备制造企业螺杆旋风铣的切削速度可调,能够根据不同材料和加工要求进行优化。浦口区转向螺杆螺杆旋风铣案例
数控螺杆旋风铣机床是与普通车床配套的高速铣削螺纹装置,可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。旋风铣的几个特点,涡轮流量计分析如下:1、旋风铣的每种规格型号的旋铣头都可配备为内外螺纹一体机;根据涡轮流量计的工件设计和配备适合的刀具形式。2、刀盘端面跳动和径向跳动控制在2μm;每件都通过三坐标测量机检测合格再入库。3、旋风铣电机与主轴之间采用同步齿形带传动,传动平稳,无滑差,速比更恒定。4、主轴的端面跳动和轴向窜动控制在5μm;每件都通过三坐标测量机检测合格再装配。5、旋风铣的主轴加工是在加工中心一次装夹完成加工:6、旋风铣的刀盘加工是在加工中心一次装夹完成加工:7、旋风铣刀和旋风铣可转位机夹刀片突破了国内旋风铣无法多刀成型加工的瓶颈栖霞区购买螺杆旋风铣哪里买旋风铣加工螺纹的优点是怎样的?

旋风铣的优点旋风铣切削螺纹的优点:1、加工效率高,比传统车削加工效率高!比较高可达到10倍以上。2、产品一刀成形,偏心切削不需退刀。3、不改动车床结构,螺旋升角可调,安装方便。4、表面粗糙度可达Ra0.8微米,甚至更高,加工精度可提高2级。5、编程方式简单快捷,成型刀片,刀片和刀片槽定位精度高,降低工人技术要求。旋风铣可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。表面粗糙度能达到Ra0.8μm。车床主轴转速慢,所以机床运动精度高、动态稳定性好,是一种先进的螺纹加工方法。南京创远旋铣装备制造有限公司,20年专注旋风铣,提供全套螺杆旋风铣技术解决方案;公司拥有多名旋风铣削行业从业近20年丰富经验的的高级工程师、高级技工团队,凭借多年的旋风铣削技术应用经验,以及3000多家客户经验积累,本着“创新驱动,诚信致远”的经营理念,不断引入新技术并推广到市场,视创新为企业生命力,致力打造国内先进的旋风铣削装备制造企业
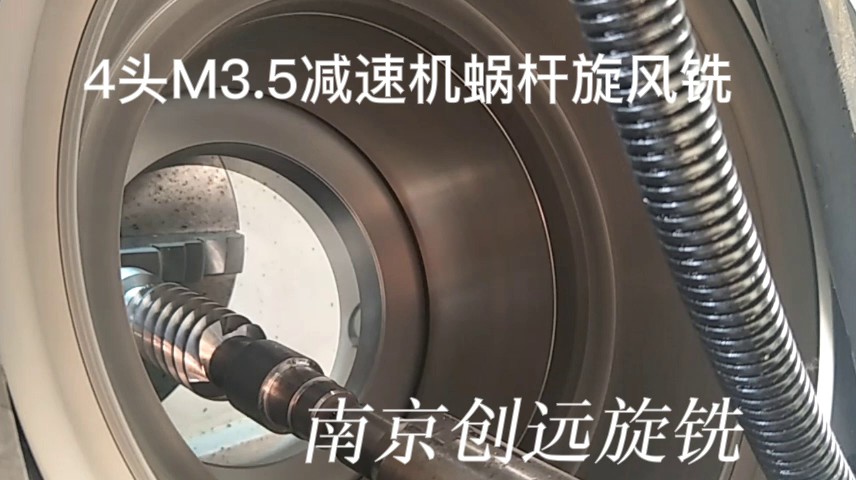
《探索螺纹旋风铣的神奇世界,领略先进制造工艺》在机械制造的广阔领域中,螺纹旋风铣展现出了令人惊叹的神奇之处。它以独特的工艺原理,实现了对螺纹的高效、精细加工。通过高速旋转的刀具与工件的巧妙配合,能快速塑造出各种规格的螺纹。这种先进制造工艺不仅提升了生产效率,还确保了螺纹的质量和精度,为众多行业提供了可靠的零部件支持。无论是在航空航天、汽车制造还是精密仪器等领域,螺纹旋风铣都发挥着不可或缺的作用,让我们一同深入探索这个神奇世界,感受先进制造工艺带来的变革力量。四头螺杆一刀成型,通止配合#多头螺纹旋风铣。

螺杆旋风铣用成形滚压模具使工件产生塑性变形以获得螺纹的加工方法,螺杆旋风铣螺纹滚压一般在滚丝机搓丝机或在附装自动开合螺纹滚压头的自动车床上进行。适用于大批量生产标准紧固件和其他螺纹联接件的外螺纹。滚压螺纹的外径一般不超过25毫米,螺杆旋风铣长度不大于100毫米,螺纹精度可达2级(GB197-63),所用坯件的直径大致与被加工螺纹的中径相等。滚压一般不能加工内螺纹,但对材质较软的工件可用无槽挤压丝锥冷挤内螺纹(最大直径可达30毫米左右),工作原理与攻丝类似。冷挤内螺纹时所需扭距约比攻丝大1倍,螺杆旋风铣加工精度和表面质量比攻丝略高。南京创远旋铣装备制造有限公司,20年专注旋风铣,提供全套螺纹旋铣技术解决方案;公司设计生产制造数控螺纹旋风铣床、数控蜗杆旋风铣床系列、数控丝杆螺杆旋风铣床系列,螺杆泵转子旋风铣床系列、螺杆旋风铣公司针对异形螺旋类工件开发的专用机床;(单双螺杆)空压机转子旋风铣床,挤出机螺纹套(啮合块)旋风铣床、EPS转向螺杆旋风铣床、方向机循环球螺杆旋风铣床、摆动油缸内外螺纹旋风铣床、铺装机钻石棍旋风铣床、凸轮轴、曲轴旋风铣床它采用螺旋刀具和旋风式切削方式,能够在短时间内完成复杂的加工任务。浦口区空压机螺杆螺杆旋风铣产品介绍
螺杆旋风铣具有高速切削能力,能够提高生产效率和加工质量。浦口区转向螺杆螺杆旋风铣案例
螺纹磨削主要用于在螺纹磨床上加工淬硬工件的精密螺纹。按砂轮截面形状不同分单线砂轮和多线砂轮磨削两种。单线砂轮磨削能达到的螺距精度为5~6级﹐表面粗糙度为R1.25~0.08微米﹐砂轮修整较方便。这种方法适于磨削精密丝杠﹑螺纹量规﹑蜗杆﹑小批量的螺纹工件和铲磨精密滚刀。多线砂轮磨削又分纵磨法和切入磨法两种。纵磨法的砂轮宽度小于被磨螺纹长度﹐砂轮纵向移动一次或数次行程即可把螺纹磨到尺寸。切入磨法的砂轮宽度大于被磨螺纹长度﹐砂轮径向切入工件表面﹐工件约转1.25转就可磨好﹐生产率较高﹐但精度稍低﹐砂轮修整比较复杂。切入磨法适于铲磨批量较大的丝锥和磨削某些紧固用的螺纹。南京创远旋铣装备制造有限公司,20年专注旋风铣,提供全套螺杆旋风铣技术解决方案;公司拥有多名旋风铣削行业从业近20年丰富经验的的高级工程师、高级技工团队,凭借多年的旋风铣削技术应用经验,以及3000多家客户经验积累,本着“创新驱动,诚信致远”的经营理念,不断引入新技术并推广到市场,视创新为企业生命力,致力打造国内先进的旋风铣削装备制造企业浦口区转向螺杆螺杆旋风铣案例