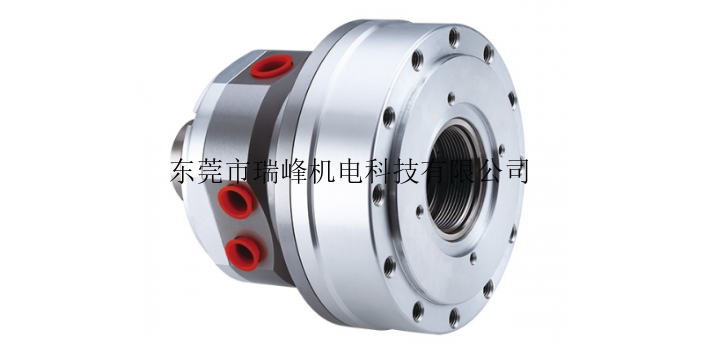
3E内张后拉式动力卡盘中实型|3爪适用于内径夹持。可同时将工件做径向夹持与轴向后拉,使工件不上浮并紧贴座金基准面。高精度安定性,适合***制程加工。气密检知(选配)。型号楔心行程(mm)爪行程(直径)(mm)最大夹持直径(mm)**小夹持直径(mm)容许比较大入力kN(kgf)比较大夹持力kN(kgf)比较高回转数min-1(r.p.m.)Ikg‧m2重量(kg)适用回转缸比较大使用压力MPa(kgf/cm2)3E-0563832913.0(1325)42.0(4280)70000.0187.5RK-1001.8(18.5)3E-061051104418.0(1835)58.0(5910)60000.04213.6RK-1002.5(25.6)3E-081051505025.0(2530)80.0(8150)50000.1426.5RK-1252.2(22.5)3E-101051906035.0(3570)100.0(10200)36000.3139.5RK-1502.8(28.5)前推式弹性筒夹夹头,适合CNC车床,**机,或其他旋削机械。卡盘3P-218A11
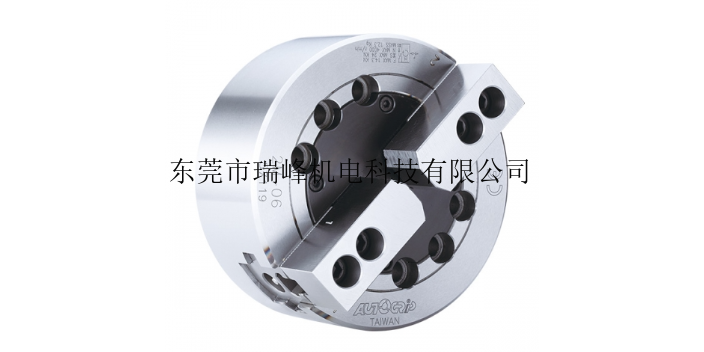
特殊动力卡盘可对应不同加工工件,从标准加工机到特殊**机上使用,满足特殊工件选择上**适合之特殊动力卡盘。主要产品类别分为:中实斜爪型(3N)、中实指型(3J)、后拉型(3D)、后拉固锁型(3U)、内张后拉型(3E)、摆动型(3W)、摆动补偿型(3R)、快拆中空型(3Q)、四爪双动型(4T)、大孔径中空气动夹头(AP)、自动分度夹头(IS)。转盘用卡盘用于**式3爪气动动力卡盘。专为4轴分度盘转台的动力工件夹持功能而设计。内置旋转活塞,气动操作,可直接安装在分度台上,无需后部回转缸。帮您找到适合的卡盘筒夹夹头筒夹夹头较三爪夹头夹持力及转速均高,精短的外型可减少刀具干涉,使之成为小尺寸工件夹持的比较好选择。全包式夹持,夹持力均匀分散在薄件工件圆周,可减少变形。快换爪且防切屑,可减少停机时间,大幅提高生产效率。亦可搭配机械手臂自动换线。同步夹具主要夹持工件进行加工,运用于**机上。卡盘3P-218A11佳贺精机的产品广泛应用在车床、铣床、磨床及**机,为工件夹持提供**适化的解决方案与服务。
动力卡盘的修爪要点动力卡盘可搭配硬爪或软爪使用,使用时机取决于工件的加工工序及精度的要求。在***工程时,通常夹持的是粗胚面,对于夹持的精度要求没那么高,此时使用硬爪夹持可增加表面的摩擦力,并可长时间使用,适合重切削以提高加工效率。但针对第二工程之后加工精度要求较高的条件下,就需使用软爪并在在线成形,以确保夹持精度及加工面不受损伤。此时,正确的修爪及夹持位置就变得相当重要,不正确的修爪或夹持位置,轻则导致夹持精度变差,重则可能会带来潜在的安全疑虑。此篇文章主要在提供用户正确的卡盘软爪成形观念。一、正确的软爪成形及夹持位置欲确保使用软爪时,工件可被稳固及精确的夹持,需注意以下两点。◎正确的夹持位置:根据工件的夹持尺寸,调整夹爪的位置,夹持工件时,尽可能让夹爪(不管是硬爪或软爪)的比较好夹持点落于行程的中间范围,亦即爪行程的1/4至3/4处。*注意:若夹持位置不当时,会有下述状况:(1)夹持位置太靠近行程的上死点,因夹爪夹持面与工件之间的余隙不足,将会使得工件上料时增加难度,或装载不确实造成工件飞出的可能性。(2)夹持位置太接近行程的下死点时,会因为中仁与主爪斜楔搭接面过少。
IS自动分度卡盘自动分度主轴运转过程中进行分度操作,可于多个工作轴之间进行快速转换。夹头内部零件均经硬化及精密研磨,并直接润滑。防水及防切屑设计。高刚性结构及高重复精度。独特的分度系统及液压系统,夹头有压力检知机构,可靠性高。型号分度角度Deg爪行程(mm)比较大夹持范围直径(mm)比较大夹持范围长度(mm)油压压力(kgf/cm2)比较大夹持力kN(kgf)比较高回转数min-1(r.p.m.)Ikg‧m2重量(kg)油压回转接头组主轴内孔(mm)IS-2544x90゜20651604519.5(1990)24000.4141IS-31586+0.1IS-2754x90゜20802204525.4(2590)21000.6152IS-31586+0.1IS-3154x90゜201002304525.0(2550)18001.1376IS-31586+0.1小的通孔径,适合较长的棒材加工。
轴向、横向之间隙,出厂时都会控制在合理的标准值范围,其中径向间隙在正确方式修爪后,与夹持精度**没有关连性,缘于客户不谙卡盘机构特性下,反而**常抱怨的是夹爪的径向间隙,但实际上,就像螺杆或齿轮等其它的传动机构一样,当受力时此间隙就会被消除。此乃在文章中特别强调夹爪成形时为了消除径向间隙,需使用成形圈或圆形垫块固定之缘故。成形的精度完全来自于主轴的回转精度,即便重复开夹,夹爪也会回到成形时的位置,自然就能确保夹持时的重复精度。目前世界各大卡盘制造厂商,在其使用手册中都会有正确修爪方式之说明,但从未有一家建议修爪以空夹方式为之。既然使用了高精的机床,也搭配了高精的卡盘,也请用户依循正确的使用方式,才不枉浪费。展刀搪沟头 主要分为单斜楔式传动(FA)、单向齿条齿轮(FA)、双向曲柄传动(FD)。卡盘3P-218A11
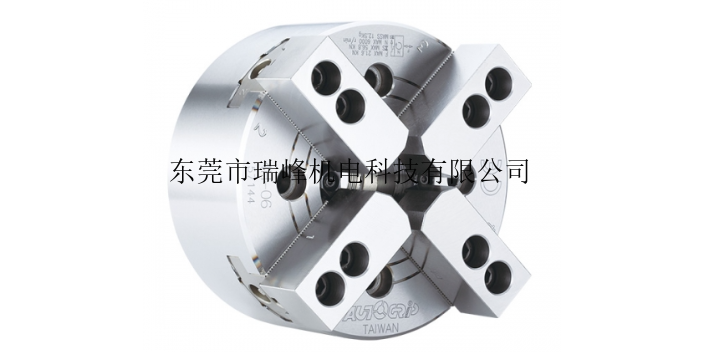
楔形四爪大贯通孔径,特别适合异形物的夹持。卡盘3P-218A11
空夹修爪的迷思目前部份作业人员在修爪时,偏好采用空夹修爪的方式,意即软爪成形时不使用成形圈或圆形垫块固定软爪,而是在夹爪行程全开的情况下修爪。当主轴高速回转时,夹爪受离心力而往外甩,间隙被消除了而位置也固定住了。此时进行修爪,看似可行,但其实会带来潜在的风险。(1)修爪时软爪未经固定,切削时的振动会影响成形精度。(2)为了放得进工件,成形的软爪内径势必大于工件夹持外径,夹持面为线接触,会影响夹持稳定性。卡盘3P-218A11