
你了解磁力轮吗?阔启机械带您进一步了解磁力轮-隔空传动。磁力轮(MagnetGear)是利用磁铁的吸力和斥力相互作用的原理,非接触的动力传递装置。磁力轮是在洁净的环境下,不允许细微杂质的LCD、PDP、PCB、TFT、OLED、SOLARCELL等生产线上以非接触状态驱动的产品。可替代依靠摩擦来驱动的机械式齿轮。可从根本上杜绝使用以往机械式齿轮时产生的粉尘的问题。它的优点表现在,动力传递能力高,无噪音及无需更换部件,可半使用。解决了即使出现非正常性负荷,也不会造成任何损伤的问题。产品分类按磁力轮的材料生产工艺可分为:烧结型和粘接型烧结型是由钕铁硼原料,通过抽真空,高温加热成型,然后经过一些复杂的生产工序,加工成我们所需的规格。而粘接型是直接注塑成型,生产周期快,比较经济实用,但磁力会稍弱于烧结磁力轮,如果按传动方向划分,磁力轮可分为直交传动、平行传动、锥传动。另外,磁力传动除磁力轮产品外,另外一种比较常见的产品---磁力联轴器。也是非接触式传动动力的一种方式,主要应用在化学、医药、真空等需要密封传动的场所。可以把动密封转化为静密封,磁力联轴器可以隔着隔离罩,把动力向另一密封空间。磁力联轴器可分为对联(即平面联轴器)和套联。LCD输送轴在液晶显示器中的位置和作用是不可替代的。苏州加工LCD输送轴设备制造
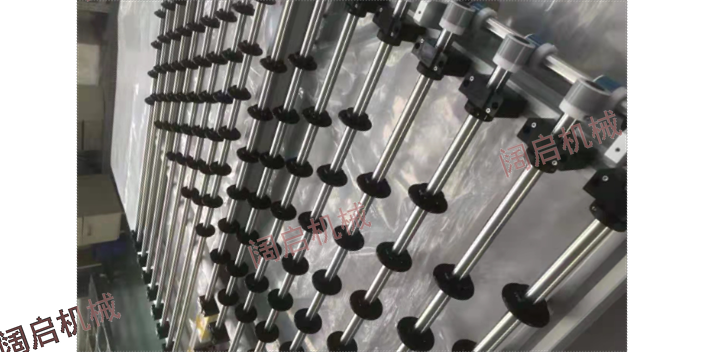
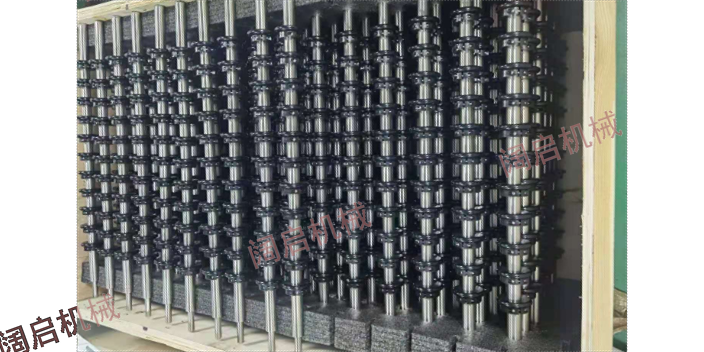
LCD输送轴
此外,防静电UPE滚轮和导电UPE滚轮在使用寿命、价格和性能等方面也存在差异。防静电UPE滚轮通常具有更长的使用寿命和更优良的耐磨性,但价格通常略高于导电UPE滚轮。导电UPE滚轮具有更好的导电性能和更低的价格,但使用寿命可能略短。总的来说,防静电UPE滚轮和导电UPE滚轮在特性、使用寿命、价格和性能等方面都有差异。如果您需要选择UPE滚轮,建议您详细了解不同类型的UPE滚轮,并与专业人员咨询,以选择适合您的UPE滚轮。上海阔启机械有限公司是一家专业生产UPE滚轮与不锈轴件的公司。公司共有三个板块业务,***部分是专业针对液晶输送设备上面的UPE滚轮生产;第二部分是生产不锈钢空心轴(包括实心轴)。第三部分是精密零件加工与制造。现有职工40余人,专业技术人员30多人,拥有数控加工设备,车、铣、磨线切割、等先进设备二十多台,加工车间、装配车间等现代化的生产设备,具备了雄厚的研发和生产能力。苏州加工LCD输送轴设备制造自动输送线可替代部分人工作业。

中小尺寸应用趋势2021年:随着***的缓解,车载显示面板和智能手表显示面板的需求恢复。2021年,具有健康监测等功能的智能手表显示面板的需求增加。由于在家工作的趋势和IT接入的增加,即使在****之后,对平板电脑、电子阅读器和多功能打印机(MFP)等居家应用也有持续需求。
2022年展望:当***解除后,户外使用的应用预计将重新获得需求。智能手表的需求预计将重新加速,以支持行走和追踪监测。尽管2021年数码相机(DSC)显示面板的需求略有增加,但其前景仍不确定,因为2022年出国旅行仍将受到限制,从而游客的需求也将受限。
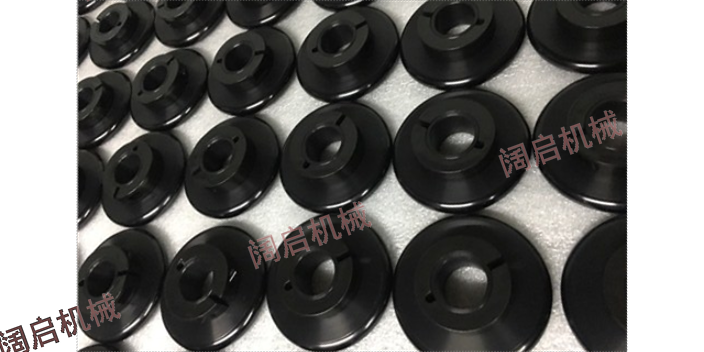
那么常见的这几种电镀工艺有什么区别呢?真空蒸镀:在高真空的情况下,工人用给材料加热蒸发的方式,让其表面形成一层膜。水镀:是用直流电解水的方式,把金属或者合金沉淀工件的表面,通过电解水的作用,把工件结合牢固的加工技术,也就是说物理和化学的变化和结合。电泳分为阴极电泳和阳极电泳,二者是不一样的,做电泳技术是需要电泳液的。不同种类的电泳需要的电泳液也是不一样的,电泳一般用在喷漆方面,比较常用在汽车行业。在如今时代,水镀比较稀缺,在不锈钢加工工艺方面,真空镀、电镀工艺是当今流行的主流工艺。LCD滚轮、轴承座、磁力轮(磁齿轮)、齿轮等部件组成。
UPE滚轮的固定方式有以下几种:1、塑料环夹紧式:优点:成本比较低,货期较短,后期调整滚轮位置时比较简单;缺点:时间久了,塑料会变硬,寿命会相对较短、大直径成本较高;2、不锈钢锁紧环:优点:加工快,货期短、不易受温度影响,也不容易出现形变;缺点:直径过大则加工成本会变高;3、胀套式固定:优点:节省空间,货期快,成本低;缺点:不易拆卸,后期维修时比较麻烦;4、螺母锁死式:优点:货期短,成本低,后期调整滚轮距离时比较容易。输送轴的精确控制对LCD显示器的品质至关重要。深圳加工LCD输送轴结构
LCD输送轴的精度要求及控制方法?苏州加工LCD输送轴设备制造
怎样通过选择刀具角度,减小车削细长轴产生的弯曲变形?车削时产生的切削力越小越好,而在刀具的几何角度中,前角、主偏角和刃倾角对切削力的影响比较大。细长轴车刀必须保证如下要求:切削力小,减少径向分力,切削温度低,刀刃锋利,排屑流畅,刀具寿命长。从车削钢料时得知:当前角γ0增加10°,径向分力Fr可以减少30%;主偏角Kr增大10°,径向分力Fr可以减少10%以上;刃倾角λs取负值时,径向分力Fr也有所减少。主偏角(Kr)车刀主偏角Kr是影响径向力的主要因素,其大小影响着3个切削分力的大小和比例关系。随着主偏角的增大,径向切削力明显减小,在不影响刀具强度的情况下应尽量增大主偏角。主偏角Kr=90°(装刀时装成85°~88°),配磨副偏角Kr'=8°~100°,刀尖圆弧半径γS=0.15~0.2mm,有利于减少径向分力。苏州加工LCD输送轴设备制造

在购买轴件的时候,很多人都遇到过这样的问题:1、轴件的质量和之前看到的描述不符,没用多久就出现了质量问题,像是破碎、破裂、破损、裂纹、裂缝、变形等情况,但是这个时候已经银货两讫,再想退换货不仅非常麻烦,很多时候厂家根本都不会理你,走法律途径也需要不短的准备时间,耽误工期不说,还会给我们带来非常大的经济损失;2、签订合同之后,合作的厂家迟迟不肯发货,因为对方的产能并没有他描述的那样充足,等了又等,还是拿不到货,你一遍一遍的催,对面一遍一遍的推,你忍无可忍,却还会像***条一样,即便走法律途径,工期仍然会被延误,损失比较大的人还是你自己;跑偏的原因有多种,其主要原因是安装精度低和日常的维护保养差。...
- 苏州工程LCD输送轴供应商 2024-10-12
- LCD输送轴公司 2024-10-12
- 上海通用LCD输送轴源头工厂 2024-10-12
- 合肥专业LCD输送轴报价 2024-10-11
- 合肥工程LCD输送轴方案设计 2024-10-11
- 品质LCD输送轴方案设计 2024-10-11
- 常州制造LCD输送轴设备制造 2024-10-11
- 苏州自动化LCD输送轴工艺 2024-10-10
- 南京LCD输送轴结构 2024-10-10
- 合肥组装LCD输送轴厂家 2024-10-10

- 昆山LCD输送轴 2024-09-28
- 苏州设计LCD输送轴制作厂家 2024-09-28
- 深圳工程LCD输送轴工艺 2024-09-28
- 深圳品质LCD输送轴型号 2024-09-27
- 南京代工LCD输送轴源头工厂 2024-09-27
- 常州品质LCD输送轴公司 2024-09-27




- 合肥工程LCD输送轴方案设计 10-11
- 品质LCD输送轴方案设计 10-11
- 常州制造LCD输送轴设备制造 10-11
- 苏州自动化LCD输送轴工艺 10-10
- 南京LCD输送轴结构 10-10
- 合肥组装LCD输送轴厂家 10-10
- 天津组装LCD输送轴报价 10-10
- 合肥组装LCD输送轴解决方案 10-10
- 苏州LCD输送轴制作厂家 10-10
- 昆山设计LCD输送轴供应商 10-10