PET吹瓶模具吹瓶过程中有哪些常见的故障要注意?颈部弯曲,这种现象是采用PET吹瓶模具时较常见的现象,这种现象通常是灌装或者是瓶口螺纹的变位与中心线不垂直现象。这种问题通常是由于颈部的积料过多,而产生合模后发生的变形,从而造成了颈部弯曲现象。底线发蓝,这种现象是沿着底部的切割线观察,其成珠光条纹。这种问题是有可能非常轻微,但是有可能非常严重,甚至不能继续使用。底部破损,这种现象通常会在底部积料时,有一段小细纹,而且时经过仔细观察才能够发现,但是在灌装的过程中会引发爆裂现象。这种问题是由于在使用PET吹瓶模具时,其瓶胚的底部温度偏低,当拉伸杆进行顶压过程时,就会在制作过程中就形成了微裂现象。吹瓶模具冷却与材质的选择?台州专业饮料瓶吹瓶模具制造厂家

吹瓶模具在热处理过程中发生变形现象的预防:1、在确保证模具硬度的前提下,尽量采用预冷、分级冷却淬火或温淬火工艺。2、常平热处理建议。对精密复杂模具,在条件许可的情况下,氮化热处理厂建议尽量采用真空加热淬火和淬火后的深冷处理。3、对一些精密复杂的模具可采用预先热处理、时效热处理、调质氮化热处理来控制模具的精度。4、氮化热处理厂在修补模具砂眼、气孔、磨损等缺陷时,选用冷焊机等热影响小的修复设备以避免修补过程中变形的产生。5、模具结构设计要合理,厚薄不要太悬殊,形状要对称,**表示,对于变形较大模具要掌握变形规律,预留加工余量,对于大型、精密复杂模具可采用组合结构。6、精密复杂模具要进行预先软氮化,消除机械加工过程中产生的残余应力。台州专业饮料瓶吹瓶模具制造厂家吹瓶模具的寿命和材质有关,越好的材质使用寿命就会越长。
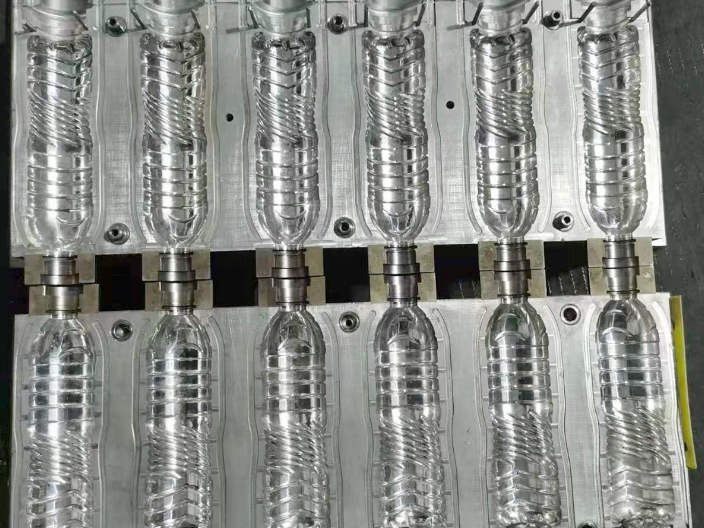
吹瓶模具怎么存放?1.在模腔/底模成型成形面涂上洁模膏,用干净的医用脱脂棉反复擦拭至镜面,并将残留的洁模膏清理干净。2.用压缩空气清理各排气孔,保证各孔畅通。3.将防锈润滑剂均匀的喷涂于模具的内外表面,形成一层保护膜。4.用锁模螺钉或专门用绑带将模腔和底模合在一起,分别放在专门用的模具储存架上进行摆放。5.模具必须存放在通风干燥的环境中,温度20~25℃,相对湿度30~50%.6.拉伸杆在摆放时应将表面喷上防锈油,再将拉伸杆采用垂直悬空方式摆放,以避免拉伸杆平放受外力受压变形。7.定期检查模具,是否出现生锈或氧化现象。
吹瓶模具设计原理:1、批量的大小实验用,模具产量小时,可采用木材或树脂进行制造。但是,如果实验用模具是为了获得制品有关收缩、尺寸稳定性及循环时间等的数据时,应该使用单型腔模具来实验,且能保证其能在生产条件下运用。模具一般用石膏、铜、铝或铝-钢合金制造,很少用到铝-树脂。2、几何形状设计,设计时,经常要综合考虑尺寸稳定性及表面质量。例如,制品设计和尺寸稳定性要求采用阴模(凹模),但是表面要求光泽度较高的制品却要求使用阳模(凸模),这样一来,塑件订购方会综合考虑到这两点,以使制品能在较好条件下进行生产。哪些方面可以提高塑料瓶吹瓶模具更优的功能?

pet吹瓶模具加工成型都有哪些类型?一般而言,PET吹瓶模具的成型方法有两种类型,「直接吹气成型法」及「延伸吹气成型法」:直接吹气成型法:此方式是在同一部机器上(通常称为射出拉吹成型机:Injection Stretch Blow Molding)先射出熔融的瓶胚,再于中空模具内延伸吹气成型。由于瓶胚的成型与延伸吹气成型均在同一机械中进行,因此称为「一段成型法:One Step」。而且此法在瓶胚尚未冷却时,即利用其保有的热进行延伸吹气,因此又称「热瓶胚法」。延伸吹气成型法:此方法是先以射出机射出瓶胚,再将冷却后的瓶胚以拉伸吹塑成型机加热,并于中空模具内延伸吹气成型。由于此法经过射出机及拉吹机的二次加工,因此称为「二段成型法」。而且此法是在瓶胚冷却后再进行加热延伸吹气,因此又称为「冷瓶胚法」。其加工流程如下:PET原料除湿干燥->以射出机将熔融原料射入模具->PET瓶胚冷却成型->以拉伸吹塑成型机(Stretch Blow Molding)进行双轴延伸吹塑成型。注:所谓「双轴延伸」是指以延伸棒做纵向延伸,以高压空气做横向延伸。选择一款好的吹瓶模具能够极大压低成本。郑州专业塑料瓶吹瓶模具价格
吹瓶模具有哪些保养要点?台州专业饮料瓶吹瓶模具制造厂家
影响到吹瓶模具的成型因素:型胚预吹阶段,为避免型胚内外表的触摸、粘附,改进制品壁厚的均匀性,要对型胚进行预吹胀。在型胚预吹阶段,从型胚下方往型胚内喷气,以护持型胚,减小其垂伸。在这一阶段,影响壁厚散布的主要工艺参数有:预吹压力、预吹时刻。型胚高压吹阶段,高压吹胀型胚,使之贴紧模具型腔,完成产品塑性成型阶段。该阶段,影响产品成型的是型胚受高压吹胀变形、型胚与模腔触摸变形。而影响壁厚散布的主要工艺参数有:材料的收缩率;吹气压力、时刻;模具材料、结构、模具排气系统以及模具冷却系统,如冷却水道散布、冷却水进水温度等。虽然影响吹塑制品质量的要素较多,但当出产条件、制品要求确认后,调整吹塑工艺参数能有用改进制品质量。优化的工艺参数可以进步出产功率,下降原材料耗费,优化产品的综合功能。台州专业饮料瓶吹瓶模具制造厂家
台州市弘凯模具有限公司依托可靠的品质,旗下品牌弘凯以高质量的服务获得广大受众的青睐。业务涵盖了瓶胚模具 ,瓶盖模具,pet瓶胚模具,吹瓶模具等诸多领域,尤其瓶胚模具 ,瓶盖模具,pet瓶胚模具,吹瓶模具中具有强劲优势,完成了一大批具特色和时代特征的机械及行业设备项目;同时在设计原创、科技创新、标准规范等方面推动行业发展。同时,企业针对用户,在瓶胚模具 ,瓶盖模具,pet瓶胚模具,吹瓶模具等几大领域,提供更多、更丰富的机械及行业设备产品,进一步为全国更多单位和企业提供更具针对性的机械及行业设备服务。值得一提的是,弘凯模具致力于为用户带去更为定向、专业的机械及行业设备一体化解决方案,在有效降低用户成本的同时,更能凭借科学的技术让用户极大限度地挖掘弘凯的应用潜能。








