- 品牌
- 集韧
- 型号
- 齐全
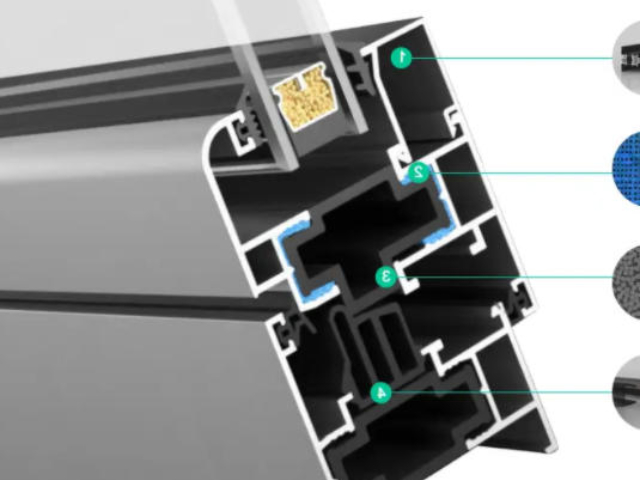
玻璃钢材料工艺是以玻璃纤维等增强材料与环氧树脂基体结合,形成**度、耐腐蚀、轻量化复合材料的制造工艺统称,属于树脂基复合材料领域。其制品性能可通过调整纤维含量和成型方式进行定向优化,主要应用包括船舶、管道及建筑结构制造等领域 [1]。该工艺自二战时期伴随复合材料技术进步逐步发展,2003年全球复合材料产量达700万吨,中国玻璃钢产量突破90万吨,位列世界第二。**成型工艺涵盖手糊法、树脂传递成型(RTM)及纤维缠绕法等,如手糊法适用于复杂造型制品,纤维缠绕法专精圆柱体结构生产。环氧树脂因固化收缩率低、粘接性强成为主流基体材料,欧美与亚洲国家在工艺研发及生产规模上形成区域竞争格局 [1]。聚氨酯技术是外墙保温技术中具有优势的产品,符合国家节能65%的要求。松江区定制玻纤聚氨酯复合材料工厂直销

中碱玻璃纤维薄毡适用于机器连续作业或手糊制作各种玻璃钢制品(FRP)、板材、管道、槽、罐、游船、浴盆等制品.无碱玻璃纤维薄毡用于环氧覆盖铜板和电器绝缘制品.有碱玻璃纤维薄毡用于电池隔离片,屋面防水,石膏板护面板,塑料地板和化工管道内衬防渗漏,防腐的质量材料玻璃纤维保温毡温性能好、吸音率大、尾气净化效率高、耐腐蚀、防虫蛀、防霉变、吸率低、抗振性好、阻燃、质具有耐热温度高,保量轻等特点。有碱玻璃纤维薄毡用于电池隔离片,屋面防水,石膏板护面板,塑料地板和化工管道内衬防渗漏,防腐的质量材料。长宁区本地玻纤聚氨酯复合材料特价Pu硬泡不透水性,隔热轻质特性奠定了屋面工程的基础。

拉伸强度 551.6Mpa 331.0MPa拉伸模量 27.58GPa 206.7GPa伸长率 1.6% 37.0%弯曲强度 689.5MPa弯曲模量 34.48GPa压缩强度 310.3MPa 331.0MPa悬臂冲击强度 2385J/m燃烧性(UL-94) V-O比热容 535J/kg·k 233J/kg·k膨胀系数 4.0×10-6k-1 6.7×10-6k-1热变形温度 204ºC(1.82MPa)热导率 1.85W/m·k 33.7W/m·k介电强度 11.8×106V/m吸水率 0.5%(24h)表2 几种常用材料与复合材料的比强度和比模量材料名称 密度g/cm3 拉伸强度×104MPa 弹性模量×106MPa 比强度×106cm 比模量×109cm
(2)原材料树脂:通常用环氧树脂,不饱和聚酯树脂、酚醛树脂及高温树脂,如聚酰亚胺、氰酸酯、双马来酰亚胺树脂等;纤维:任意。虽然由于在工艺过程中,高温分对芯材有些影响,需要采用某些专门的泡沫芯材。(3)优点1)预浸材料制造人员可精确地调整树脂/固化剂水平和树脂在纤维中的含量;可以可靠地得到高纤维含量。2)材料于操作人员十分安全,无碍健康,操作清洁;3)单向带纤维成本比较低,因为毋须将纤维预先转为织物的二次加工过程;在聚氨酯泡沫表面批涂抹面胶浆,施工时,要做到表面平整,并保持一定湿度。

复合材料主要由增强材料与基体材料两大部分组成:增强材料:在复合材料中不构成连续相赋于复合材料的主要力学性能,如玻璃钢中的玻璃纤维,CFRP(碳纤维增强塑料)中的碳纤维素就是增强材料。基体:构成复合材料连续相的单一材料如玻璃钢(GRP)中的树脂(本文谈到的环氧树脂)就是基体。 y按基体材料不同,复合材料可分为三大类:树脂复合材料金属基复合材料无机非金属基复合材料,如陶瓷基复合材料。本文讨论环氧树脂基复合材料。1、为什么采用环氧树脂做基体?材料密度小于0.32g/cm³,同时具备不吸水、耐荷性好、抗弯强度高的特性,能与基层形成整体防水层。金山区本地玻纤聚氨酯复合材料工厂直销
根据保温层的厚度,一个施工作业面可分几遍喷涂,当日的施工作业面,必须当日连续喷涂完毕。松江区定制玻纤聚氨酯复合材料工厂直销
经C-FF系列毡与涂料复合处理的墙面,既具有阻燃、防腐防霉、抗冲击、防橘皮、防开裂、耐水洗及透气的功能,又具有典雅高贵的表面装饰的效果。可广泛应用于公共娱乐场所、会议大厅、星级宾馆、酒店、购物中心、影剧院、医院、学校、办公室及居民住宅等***场所。屋面防水毡主要用作屋面防水材料的基材,政性沥青防木卷材具有耐腐蚀、强度高、防木性好、尺寸稳定性好、孔隙率高、易于被沥青浸渍等特点,通过在整个毡宽度上加入增强筋纱,可提高毡的纵向强度及抗撕裂性能。松江区定制玻纤聚氨酯复合材料工厂直销
上海集韧复合材料有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在上海市等地区的建筑、建材行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**集韧供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!
将纤维增强材料置于上下模之间;合模并将模具夹紧;在压力下注射树脂;树脂固化后打开模具,取下产品。树脂胶凝过程开始前,必须让树脂充满模腔,压力促使树脂快速传递到模个内,浸渍纤维材料。RTM是一低压系统,树脂注射压力范围0.4-0.5MPa,当制造高纤维含量(体积比超过50%)的制品,如航空航天用零部件时,压力甚至达0.7MPa。纤维增强材料有时可预先在一个模具内预成型大致形状(带粘结剂),再在第二个模具内注射成型。 为了提高树脂浸透纤维能力,可选择真空辅助注射(VARI-vacuum saaistedrsin injection)。Pu硬泡液体原料现场发泡膨胀体积为15-18倍,因而原料运输量小...
- 闵行区绿色玻纤聚氨酯复合材料价格咨询 2026-05-19
- 松江区定制玻纤聚氨酯复合材料工厂直销 2026-05-19
- 闵行区本地玻纤聚氨酯复合材料平台 2026-05-19
- 嘉定区本地玻纤聚氨酯复合材料单价 2026-05-19
- 闵行区品牌玻纤聚氨酯复合材料单价 2026-05-18
- 普陀区品牌玻纤聚氨酯复合材料厂家现货 2026-05-18
- 青浦区特色玻纤聚氨酯复合材料哪家好 2026-05-18
- 杨浦区环保玻纤聚氨酯复合材料厂家现货 2026-05-18
- 虹口区质量玻纤聚氨酯复合材料厂家现货 2026-05-18
- 崇明区本地玻纤聚氨酯复合材料工厂直销 2026-05-18


- 闵行区品牌玻纤聚氨酯复合材料工厂直销 2026-05-17
- 嘉定区本地玻纤聚氨酯复合材料哪家好 2026-05-17
- 普陀区定制玻纤聚氨酯复合材料特价 2026-05-16
- 金山区品牌玻纤聚氨酯复合材料单价 2026-05-16
- 嘉定区品牌玻纤聚氨酯复合材料工厂直销 2026-05-16
- 上海绿色玻纤聚氨酯复合材料特价 2026-05-16



- 普陀区特色玻纤增强聚氨酯门窗单价 05-19
- 奉贤区环保玻纤增强聚氨酯门窗特价 05-19
- 杨浦区本地玻纤聚氨酯复合材料单价 05-19
- 闵行区绿色玻纤聚氨酯复合材料价格咨询 05-19
- 松江区定制玻纤聚氨酯复合材料工厂直销 05-19
- 虹口区质量玻纤增强聚氨酯门窗单价 05-19
- 静安区品牌玻纤增强聚氨酯门窗厂家直销 05-19
- 虹口区本地玻纤增强聚氨酯门窗单价 05-19
- 宝山区品牌玻纤增强聚氨酯门窗厂家现货 05-19
- 闵行区本地玻纤聚氨酯复合材料平台 05-19