- 品牌
- 华维机械
- 型号
- HF-4500
- 产地
- 无锡江阴
- 是否定制
- 是
- 材质
- 单面玻纤瓦楞
复卷机的工作流程可分为原卷材放卷与纠偏、张力控制、导向与分切(可选)、复卷、修整、成品裁切、成品收集七个重心环节,各环节紧密衔接,实现连续化生产:1. 原卷材放卷与纠偏:操作人员将原卷材安装在放卷架上,通过涨紧装置固定卷材内芯;启动设备后,放卷架在制动装置的控制下平稳放卷,纠偏装置实时检测卷材边缘位置,自动调整放卷架位置,确保卷材输送方向精细,避免跑偏。2. 张力控制:卷材从放卷架输出后,经过张力传感器,张力传感器实时采集张力数据并传输至张力控制器;控制器根据预设的张力参数,通过调整放卷速度、复卷速度或中间牵引辊转速,实现卷材张力的动态平衡控制,确保卷材在输送过程中不松弛、不拉伸变形。3. 导向与分切(可选):卷材经过导向系统,在导向辊和托辊的作用下平稳输送;若需要分切窄幅卷材,分切系统根据预设的分切宽度,通过刀距调整机构调整分切刀位置,对宽幅卷材进行精细分切,分切后的窄幅卷材继续输送至后续环节。针对透明薄膜,复卷机需采用无尘设计,防止灰尘附着影响产品质量。江苏三元催化复卷机生产工艺
复卷机
缺陷检测与剔除
部分复卷机集成了在线检测系统(如光电传感器、摄像头、厚度检测仪等),可实时检测材料表面的瑕疵(如纸张的破洞、薄膜的杂质、布料的断线等)。当检测到缺陷时,设备会自动标记位置,或通过联动机构将缺陷部分切除,确保成品卷的质量。
接头处理
在原卷材料存在接头(如造纸过程中纸张的接头、薄膜生产中的拼接处)时,复卷机可通过传感器识别接头位置,自动减速或停机,便于操作人员处理(如切除不合格接头、重新粘接),避免接头影响成品卷质量。 无锡催化剂载体复卷机直销紧凑型复卷机占地空间小,安装调试简便,适合中小型加工场景使用。
导向系统:导向系统的在作用是确保卷材在输送过程中保持平稳、直线运行,避免出现褶皱、偏移等问题,为后续的分切、复卷工序提供精细定位。导向系统主要由导向辊、托辊、调整机构组成。导向辊采用高精度不锈钢材质,表面经过抛光处理,减少与卷材表面的摩擦力,避免划伤卷材;托辊均匀分布在卷材输送路径上,起到支撑卷材的作用,防止卷材因自重产生下垂、变形。调整机构可通过手动或电动方式调整导向辊的角度和位置,进一步优化卷材的输送轨迹,适配不同宽度、厚度的卷材加工需求。
智能化是复卷机的重要发展方向,通过引入先进的传感技术、物联网技术、AI算法和大数据分析技术,实现了设备运行的自主控制和优化。智能监控系统通过分布在各关键环节的传感器,实时采集生产速度、张力值、分切宽度、复卷长度、设备温度、振动等运行数据,并通过工业互联网上传至控制中心,操作人员可通过电脑或移动终端远程监控设备运行状态。故障诊断系统基于AI算法,能够对设备运行数据进行实时分析,提前预判潜在故障(如轴承磨损、电机过热、张力传感器故障等),并发出报警提示,同时提供故障解决方案,使设备故障停机次数减少30%以上。此外,部分**机型还集成了机器视觉系统,可实现对卷材表面缺陷的100%在线检测,自动识别卷材表面的划痕、污渍、破损等问题,并及时反馈给控制系统,触发停机或标记处理,确保产品合格率稳定在99%以上。复卷机配备自动卸卷装置,通过机械臂将成品卷材平稳放置至输送线,实现全流程自动化。

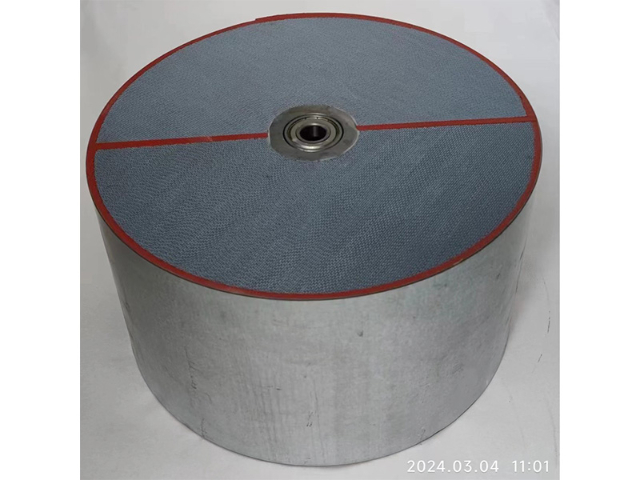
分切装置:根据产品规格要求,将宽幅的玻璃纤维进行分切。分切装置可采用圆刀分切、直刀分切或激光分切等多种方式。圆刀分切适用于较厚的玻璃纤维材料,直刀分切则常用于较薄的材料,而激光分切具有切口整齐、精度高的优点,但设备成本相对较高。分切装置的刀具位置和分切宽度可根据需要进行灵活调整。复卷装置:是复卷机的重心部分,将分切后的玻璃纤维按照设定的卷径、卷重和张力要求进行复卷。复卷装置一般由收卷轴、复卷电机、压辊等组成。收卷轴在复卷电机的驱动下转动,将玻璃纤维缠绕在轴上形成小卷。压辊则用于施加适当的压力,保证复卷后的卷芯紧实度均匀。在新能源领域,设备用于锂电池隔膜的复卷作业,通过激光测距仪实时监测卷径变化。除湿转轮复卷机多少钱
双工位复卷机可同时处理两个母卷,实现不停机换卷,提升连续生产能力。江苏三元催化复卷机生产工艺
放卷装置在张力控制系统的作用下,以稳定的速度放出玻璃纤维。随后,玻璃纤维被牵引装置输送至分切装置,分切装置根据设定的分切宽度,将宽幅玻璃纤维分切成多条窄幅玻璃纤维。分切后的玻璃纤维继续由牵引装置输送至复卷装置。在复卷装置中,收卷轴在复卷电机的驱动下高速转动,将玻璃纤维紧密缠绕在收卷轴上,形成符合要求的小卷。在整个复卷过程中,张力控制系统实时监测玻璃纤维的张力,并通过电气控制系统对各装置进行动态调整,以确保复卷过程的稳定性和产品质量。当复卷完成一卷玻璃纤维后,复卷装置自动停止,操作人员更换收卷轴,开始下一轮复卷工作。江苏三元催化复卷机生产工艺
- VOCs催化燃烧复卷机公司 2026-05-14
- 江阴板式催化复卷机生产工艺 2026-05-14
- 江苏复卷机哪家好 2026-05-13
- 无锡沸石转轮复卷机哪家好 2026-05-12
- 江阴全自动复卷机操作流程 2026-05-12
- 江苏复卷机直销 2026-05-12
- 江阴分子筛复卷机工艺 2026-05-12
- 无锡沸石转轮复卷机价格 2026-05-12
- 江阴陶瓷纤维复卷机多少钱 2026-05-11
- 江阴SCR复卷机厂家 2026-05-11
- 江苏陶瓷纤维瓦楞复卷机直销 2026-05-11
- 江苏除湿转轮复卷机供应商 2026-05-11