- 品牌
- 华维
- 型号
- 玻璃纤维瓦楞机
固化定型:成型后的瓦楞制品进入固化单元,在设定的温度和时间条件下,树脂胶料充分固化,形成牢固的复合结构。固化温度和时间根据树脂类型和产品厚度确定,如普通树脂的固化温度通常为170-180℃,厚壁制品则需要延长固化时间以确保固化充分。5精细切割:固化后的瓦楞制品被输送至切割系统,根据预设尺寸进行精细切割。切割过程中,伺服控制系统实时调节切割速度,确保切割长度的准确性,同时避免切割过程中对产品结构造成损伤。 成品收集:切割后的成品通过收纸机构整齐堆叠,便于后续的打包、贴标和运输。收纸机构的设计充分考虑了产品的堆放稳定性,可根据产品尺寸自动调整堆叠高度和方式,为后续工序做好准备。高精度玻璃纤维瓦楞机生产的瓦楞板尺寸一致性强,便于后续安装施工。江阴陶瓷纤维蜂窝模块玻璃纤维瓦楞机生产厂家
玻璃纤维瓦楞机
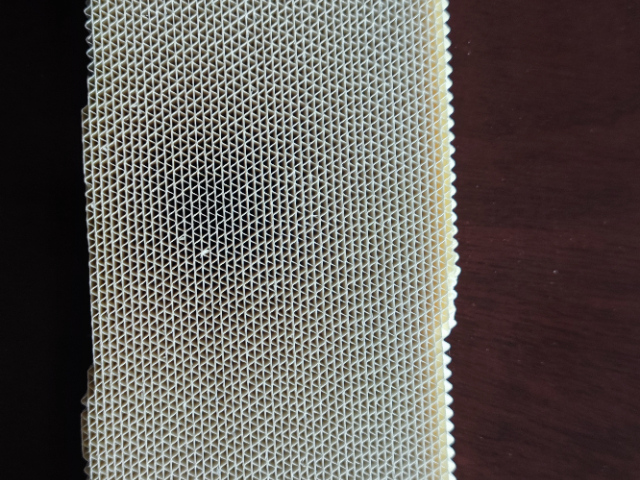
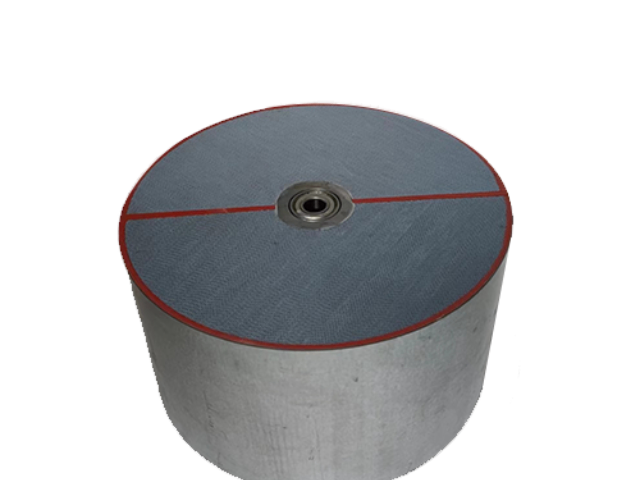
转轮除湿机通过连续循环的吸附-再生过程实现空气除湿。其重心部件——除湿转轮以缓慢速度旋转(通常为8-10转/小时),并被密封系统划分为处理区域和再生区域。当潮湿空气通过处理区域时,水蒸气被转轮中的吸湿剂吸附,干燥后的空气被输送至目标空间。与此同时,转轮饱和部分旋转至再生区域,经高温空气(通常为100-140℃)处理,吸附的水分被脱附,恢复转轮的除湿能力。这一过程的重心在于吸湿材料的选择与载体结构的设计。高效的除湿转轮需要在吸附容量、再生效率和使用寿命之间取得比较好平衡。与传统冷凝除湿相比,转轮除湿技术特别适用于低温环境、低**要求及无法排出冷凝水的场合,具有运行稳定、能耗较低且适应范围广等优势。无锡催化燃烧玻璃纤维瓦楞机生产工艺快速换模系统将机型切换时间缩短至20分钟内,提升生产灵活性。
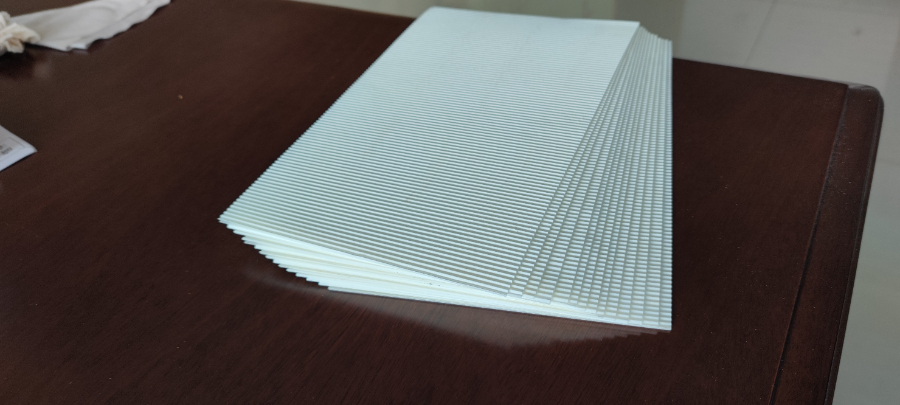
玻璃纤维原材在进入成型环节前,需要通过预热系统提升温度,使其具备更好的可塑性,便于后续的瓦楞成型。预热系统多采用红外加热或热风循环的方式,能够精细控制加热温度与加热时间,确保原材受热均匀。若预热温度不足,玻璃纤维难以充分塑形,成型时易出现开裂、变形;若温度过高,则会导致材料性能劣化,影响较终产品的强度。因此,预热系统的温控精度,直接关系到瓦楞成型的成功率与产品质量。成型系统是玻璃纤维瓦楞机的重心模块,直接决定了瓦楞的形状、尺寸与精度。该系统的重心部件是一对相互啮合的瓦楞辊,上辊与下辊的表面刻有匹配的瓦楞齿形,当玻璃纤维原材经过两辊之间时,在压力与温度的共同作用下,被压制成规则的瓦楞形状。
高效化与高速化是提升设备产能的关键路径。随着下游产业对玻璃纤维瓦楞板材需求的持续增长,设备的生产效率成为企业核心竞争力的重要体现。未来,玻璃纤维瓦楞机将通过优化结构设计、提升重心部件的运行速度、缩短生产节拍等方式,大幅提升生产速度。例如,通过改进瓦楞辊的传动系统,提升辊体的运行速度;优化放卷与收卷系统的衔接效率,减少换卷时间;采用多工位并行生产模式,实现多条生产线的协同作业,大幅提升设备的整体产能。同时,通过提升设备的自动化水平,减少人工干预,降低人工成本,进一步提升生产效率,满足市场对规模化、高效化生产的需求。绿色化与节能化是设备发展的必然要求。原料利用率高达98%,通过边角料回收系统实现零废弃生产。
轨道交通领域对材料的安全性、稳定性与轻量化有着极高要求,玻璃纤维瓦楞板材在轨道交通车辆的内饰、隔板、车顶板等部位有着广泛应用。通过玻璃纤维瓦楞机生产的瓦楞板材,不仅重量轻,能够降低轨道交通车辆的自重,减少能耗,而且强度高、抗冲击能力强,能够保障车辆运行过程中的结构稳定性与乘客安全。同时,玻璃纤维瓦楞板材还具有良好的隔音性能,能够降低车辆运行过程中的噪音,提升乘客的乘坐舒适度。在轨道交通快速发展的背景下,玻璃纤维瓦楞机的稳定生产能力,为轨道交通车辆的轻量化与舒适化升级提供了可靠保障,助力轨道交通产业实现高质量发展。通过调整纤维含量(5%-30%),可定制不同强度等级的瓦楞板,平衡成本与性能需求。江阴催化燃烧玻璃纤维瓦楞机操作流程
自动纠偏功能实时修正材料偏移,减少次品率至0.8%以下。江阴陶瓷纤维蜂窝模块玻璃纤维瓦楞机生产厂家
智能化是玻璃纤维瓦楞机的重要发展方向,通过引入先进的传感技术、物联网技术和AI算法,实现了设备运行的自主控制和优化。智能监控系统通过分布在各关键环节的传感器,实时采集温度、压力、张力、速度等运行数据,并通过工业互联网上传至控制中心,操作人员可通过电脑或移动终端远程监控设备运行状态。故障诊断系统基于AI算法,能够对设备运行数据进行实时分析,提前预判潜在故障(如轴承磨损、电机过热等),并发出报警提示,使设备故障停机次数减少30%以上。此外,部分机型还集成了机器视觉系统,可实现对产品的100%在线质量检测,自动识别产品表面缺陷、尺寸偏差等问题,确保产品合格率稳定在99%以上。江阴陶瓷纤维蜂窝模块玻璃纤维瓦楞机生产厂家
- 江阴沸石转轮玻璃纤维瓦楞机 2026-05-04
- 江苏单面玻璃纤维瓦楞机厂家 2026-05-04
- 无锡脱硫脱硝玻璃纤维瓦楞机直销 2026-05-04
- 无锡玻璃纤维玻璃纤维瓦楞机生产厂家 2026-05-04
- 脱硝催化玻璃纤维瓦楞机供应商 2026-05-04
- 江苏玻璃纤维瓦楞玻璃纤维瓦楞机生产厂家 2026-05-04
- 玻璃纤维蜂窝模块玻璃纤维瓦楞机多少钱 2026-05-04
- 江苏玻璃纤维瓦楞玻璃纤维瓦楞机设备 2026-05-04
- VOCs催化燃烧玻璃纤维瓦楞机哪家好 2026-05-04
- 江阴陶瓷纤维蜂窝模块玻璃纤维瓦楞机生产厂家 2026-05-03
- 陶瓷纤维瓦楞玻璃纤维瓦楞机 2026-05-03
- 江苏VOCs催化燃烧玻璃纤维瓦楞机直销 2026-05-03